Avagy a Málna PC, ahogy az a magyar nyelvű berkekben el szokott hangzani egy olcsóbb számítógép, mely alig nagyobb egy hitelkártyánál, mégis gyorsabb, mint egy iPhone (volt, amikor az RPi megjelent). Manapság ez már nem igaz, de az árkülönbség számottevő.
Szóval, a Raspberry Pi egy bankkártya méretű számítógép, melyet az Egyesült Királyságban fejlesztett a Raspberry Pi alapítvány abból a célból, hogy ösztönözzék az alapvető számítógépes ismeretek tanulását iskolások részére. Jelenleg több verzió is létezik a piacon. A legutóbbi fejlesztés a B+ verzió, mely kompaktabb és a miniatürizáció elvarásainak jobban megfelel a korábbi verzióknál.
A verziók főbb műszaki specifikációi:
Chip: SoC Broadcom BCM2835 ( CPU, GPU, DSP és SDRAM)
CPU: 700 MHz ARM1176JZF-S core ( ARM11 család, megfelelő hűtéssel akár 1000MHz)
GPU: Dual Core VideoCore IV, OpenGL ES 2.0,1080p30 h.264/MPEG-4 AVC dekóder
SDRAM: 512MB „B” verziónál illetve 256MB az „A” verziónál
Video és audió kimenetek: kompozit 3,5mm jack (analóg PAL ill. NTSC) és HDMI (digitális)
Adattárolás és programfuttatás: SD kártyáról (SD/MMC/SDIO kártya foglalat)
10/100-as Ethernet / internet csatlakozás (RJ45) csak a „B” verziónál
4db USB aljzat perifériákhoz (az „A” verziónál csak 1 db, „B” verziónál 2)
Végre megszületett az új készülék, ami a Raspberry Pi Model B+ nevet kapta. Nem véletlen a “+” jelölés, mivel az új 2014-es verzió a felhasználók visszajelzései nyomán alakult; sok kis pluszt ad a felhasználók részére, korábbi erényeinek csorbítása nélkül.
A Raspberry Pi B+ modell ugyanazt a BCM2835 alkalmazás processzort használja, mint a sima „B” verzió. Azonos programok futnak rajta és még mindig 512MB RAM-ot tartalmaz, de tovább javította ár/érték arányát:
Több GPIO csatlakozás. A GPIO csatlakozó sor immáron 40 pólussal rendelkezik, de megőrizte kompatibilitását a tüskesor első 26 csatlakozási pontján a korábbi Raspberry Pi B modellel.
Több USB port. Az új panel 4db USB 2.0 portot tartalmaz, nagyobb (2A) terhelhetőséggel és üzembiztosabban a korábbiaknál.
Új micro SD foglalat. A régi SD kártya foglalatot felváltotta a sokkal szebb és jobb push-push micro SD változat.
Alacsonyabb energiafogyasztás. A korábbi analóg feszültség szabályozót egy kapcsoló üzeműre cserélték, ezzel csökkenteni lehetett az energia fogyasztást 0,5 – 1W -al.
Jobb hangminőség. Az új audió áramkör egy dedikált alacsony zajszintű tápegységet tartalmaz.
Elegánsabb kivitel. Az USB csatlakozók a panel szélével egy szintbe kerültek, a kompozit videó kimenet az audió kimenettel együtt egy 4 pólusú 3,5mm-es jack csatlakozóra költözött, valamint 4db szimmetrikusan elhelyezkedő szerelő furatot kapott a készülék a praktikusabb rögzíthetőség érdekében.
Most viszont, beszélnünk kell a negatívumokról is, amikre az elmúlt egy hét folyamán már fény derült:
Nem használhatóak a régi dobozok.
Új firmware szükséges! Régi Raspbian vagy RaspBMC kártyánkat átrakva (persze csak akkor, ha az microSD volt SD adapterrel) meglepődve tapasztaljuk, hogy bizony az USB csatlakozók nem működnek. Apró, de mégis bosszúság, amit a firmware frissítés megold. Nagyobb a fájdalom, ha normál SD kártyánk volt, mert az már nem lesz csatlakoztatható.
Nem kompatibilis a korábbi bővítő panelek nagy része! Sajnos a tervezés legnagyobb hibája, hogy ugyan a GPIO első 26 pólusa változatlan maradt, de kevés kivételtől eltekintve mechanikailag már nem csatlakoztathatóak a jól bevált bővítő panelek, illetve a 26- pólusú GPIO szalagkábel csatlakozó sem. Ez utóbbit ugyan lehet orvosolni a 27-28-as lábak kicsípésével (valószínűleg úgysem lesz rájuk szükségünk), de akkor ugrott a garanciánk!
Új, drágább tápegység kell? Igen is, meg nem is. Ez attól függ, hogy szeretnénk-e használni az USB csatlakozók 1,5A-es többlet terhelhetőségét, mert ha igen, akkor 2,6A-es adapterre lenne szükség.
Nincs teljesítmény növekedés!
Operációs rendszerek.
Számos operációs rendszer elérhető a kis komputerhez: közülük többsége Linux-ra épül, de léteznek egyéb fejlesztések is. Leggyorsabb (és ezért talán a legjobb) választásnak az Arch disztribúciónak nevezném, azonban telepítése után csak egy parancssort kapunk. A többit saját-kezűleg kell beállítanunk. Szigorúan csak tapasztalt Linux felhasználónak ajánlom. És pont ezért ez a rendszer a leggyorsabb és leghatékonyabb még a grafikus környezet félépítése után is. Android – manapság már sokak által kedvelt, de ahogyan azt már tapasztaltuk, néha indokolatlanul lassul, instabil és bosszantó. Az 512MB memóriával rendelkező eszközökön valamennyivel stabilabb, de nem ajánlanám valamilyen szempontból kritikus alkalmazásokhoz. Plan 9 magával hozza a grafikus interfészt, ami jelentősen növeli hatékonyságát a felhasználóval való kommunikáció terén, de kissé szokatlan és sok tanulást igényel a felhasználójától. Ebben azonban a jól megírt dokumentum halmaz segítséget nyújt a tanulni vágyóknak. Raspbian indításkor szöveges menüt kínál fel és a felhasználók beállíthatják a rendszert, aktiválhatják az SSH-t és hozzáférhetnek a felhasználóbarát LXDE grafikus környezethez. Ezt a disztribúciót javasoljak minden kezdő felhasználónak, amit majd a RISC OS, és Arch követhet. Összesítve a következő sorrend állítható fel:
Raspbian – 5/5,
Risc OS – 4/5, Plan 9 – ?/5
Android – ?/5
Arch – 2/5
Azonban ez a sorrend változhat, ha már több tapasztalatra tettünk szert. Ezenkívül léteznek még médiacenter disztribúciók, melyek a szórakoztatást célozzák meg. Ezeket nem említem részletesebben, mert nem kifejezetten alkalmasak a modellezési célokra, azonban léteznek és tökéletes szolgálatot nyújtanak a háztartásban (én ezeket egy külön kártyára telepítem :)). Jó szórakozást kívánok!
Kapcsolódó illetve javasolt weboldalak gyűjteménye
Időnként, mikor egy modellező szétnéz a műhelyében, vagy a műhelynek nevezett íróasztalon a hálószoba sarkában, ahol a felesége szemében egy hatalmas bigyó-, mütyür- és hulladékhegy tornyosul, beindulnak a szürkeállomány fogaskerekei, felvillanak képek és a gyönyörű kék égbolt előtt már látja is repülni a szerkezetet, amely más számára még felismerhetetlen alkotóelemekként hever szanaszét.
A legújabb repülőgép története egy éve kezdődött. Egy kedves kolléga megajándékozott egy 1,2 méteres üvegszál-hab kompozit szárnnyal. Sokáig állt a sarokban, amíg egy délután összeválogattam egy doboznyi maradék alkatrészt és némi faanyagot és hozzáláttam a tervezéshez. Fő célom a minél egyszerűbb, szabadon konfigurálható szerkezet volt, aminek feladata elsősorban egy kamera, és a hozzá kapcsolódó FPV adó repítése. Mivel szerettem volna többféle konfigurációban használni – kamerával, kamera nélkül, lassan, gyorsan stb – A szárny rögzítését mobilra terveztem. Így plusz súlyozás nélkül könnyedén beállítható az adott “rakománynak” megfelelő súlypont. Ugyanezt az elvet szerettem volna követni a vízszintes stabilizátornál is, így ezt teljes egészében mozgathatóra álmodtam meg, hogy a tetszőleges állásszöget (és trimmet) különösebb hozzáadott ellenállás nélkül be lehessen állítani. Mivel a szárny karakterisztikáját nem ismertem pontosan és a gép próbajelleggel épült “cicomázással”, burkolattal egyelőre nem foglalkoztam. Elsődleges cél a funkcionalitás volt.
Mivel a szárnyon nem voltak csűrőlapok ezeket balsa-depron rétegelt megoldással készítettem, ami így végtelenül egyszerű, konnyű, és merev.
A törzs egy 3 méteres spiccbot első tagjából készült. Régebben vettem egy CO2 motoros géphez, mert olcsó alternatíva volt a modellboltokban kapható üvegszálas, illetve széncsövekhez képest. Ott a középső tagot használtam. Mivel a most felhasznált elem már festett, a gépet a bot után neveztem el Viking 300-nak:)
A bot vastagabbik vége egy menetes kupakban végződik. A menetbe kör
keresztmetszetét négy részre osztva befűrészeltem úgy, hogy egy motortartó keresztet a kupak alá tudjak rögzíteni. A motor aljára egy külön kereszt került, így a motor állásszögét szintén tetszőlegesen tudom állítani, mert a két keresztet összetartó négy csavart szabadon lehet megfeszíteni. A gépet egy 2836-os 1200KV motor húzza, 9*6-os behajló légcsavarral.
A szárnyat két ponton rögzítettem. Barkácsáruházban találtam méretben megfelelő kábelcsatorna rögzítőt, amikkel könnyen megoldható volt a szárny változtatható beépítése. A két rögzítési pont közé készítettem el a farokszervók tartó konzolát, üveggel laminált rétegelt lemezből.
A stabilizátorokat egy egy 3mm-es balsalapból kikönnyítve készítettem és fóliaborítást kaptak. Egyszerű, nagyszerű és bizonyos határokon belül törhetetlen. A vízszintes formáját egy Mark Drela tervről kölcsönöztem a rögzítéséhez pedig vitorlázóktól lestem el az alapötletet és kicsit módosítva készítettem el. Egy, a lapon átmenő konzol kissé kiemeli a vezérsíkot a törzs vonalából és az egész szerkezetet a törzs csövében megfeszített rugó és a szervóhuzal tartja a helyén egy nútban olyan módon, hogy a stabilizátort lehajtott irányba húzza, a szervó pedig a rugó ellenében dolgozik. A rugós rögzítést két okból választottam. Egyrészt a próba kedvéért, másrészt, hogy a
vékonykára tervezett könnyű szerkezet szabadon kibillenhessen, ha leszálláskor egy fűcsomó, vakondtúrás stb az útját állná. Mivel a gépet videózásra szeretném használni mindenféle szép hely környékén biztos vagyok benne, hogy nem fogom mindig a legideálisabb “kifutót” megtalálni.
Mint már említettem egyelőre nem volt célom, hogy különösebben szép repülőgépet építsek, bár nekem egy funkcionálisan jó szerkezetnek is megvan a maga szépsége. Az összes elemet, aminek nem szükséges állandó felfogatás oldható kötegelőkkel rögzítettem.
A műhelyben töltött órák után pedig elérkezett a próba napja. Kézből indítva simán siklik, a motor és légcsavar kombináció félgázon is szépen emeli. Középre állított vezérsíkokkal alig kellett trimmelni, a szárny körülbelül 2-2.5 fokos szögben áll. A készítőjét idézve a szárny “AS ahogysikerül” profillal készült és remekül teljesít. Lassan, gyorsan, motorral, motor nélkül.
A töltőanyagokat leggyakrabban a termék olcsóbbá tétele miatt teszik a rendszerbe, de vannak kivételek. A kvarcliszt például kismértékben javítja a mechanikai tulajdonságokat és javítja a hővezető képességet. Az aluminium és szilícium alapú kaolinok a kopásállóságot is növelik. A mesterséges szilikátok és szilícium-dioxidok (pl. AEROSIL) tixotropizálnak (csökkentik a megfolyást).
A töltőanyagok alkalmazásának másik oka a zsugorodás mértékének csökkentése. A poliészter gyanták térhálósodás közben akár 6-8 %-ot is zsugorodhatnak, az epoxik pedig 0,3-3 %-ot. A zsugorodás mértéke annál kisebb, minél kevesebb az adott térfogatban a gyanta.
Töltőanyag kimérése és hozzáadása mindig a ragasztó komplexre értendő (gyanta + térhálósító). Jó eredményhez nélkülözhetetlen, hogy alaposan elkeverjük a gyantát a térhálósítóval, mielőtt töltőanyagokat adagolnánk hozzá. Sikerünk mértéke erősen függ a keverékünk homogenitásától. Ha adunk hozzá egy kevés festékanyagot, a pigment eloszlása elárulja a homogenitás mértékét.
(A szintaktikus habok olyan habok, amelyekben a habszerkezetet üreges mikrogömbök – mikroballonok – bekeverésével érik el.)
Habképző töltőanyagok
Whitecell: Fehér színű, hőre lágyuló kopolimerből készült mikroballon.
A whitecell nagyon alacsony látszólagos sűrűségű és kis sűrűségű felületképző töltőanyag. Nagyon kis részecskeméret, könnyű alkalmazhatóság (jó konzisztencia és terülő képesség, könnyen elsimítható) és könnyű csiszolhatóság jellemzi. Ideális hiperkönnyű szerkezetek kialakításához, laminátumok alatti élek és illesztések kitöltéséhez, de alkalmas festés előtti befejező réteg kialakításához is. Glasscell 10/25: Fehér színű, üveg mikroballon.
Ultrakönnyű verziója a Glasscell 25, amely alkalmas festés előtti befejező réteg kialakításához, növeli a hab viszkozitását, javítja a puhafa ragaszthatóságát és a habok nyomásállóságát. Általában javítja a mechanikai tulajdonságokat, a vegyszerállóságot, és a nyomásállóságot, kiváló a sűrűség/nyomásállóság aránya. Fenolos mikroballon: Barna színű, fenol mikroballon.
Ez a típus nem „száll” olyan könnyen és könnyebb elkeverni, mint a Whitcell-t. Szerkezeti alkalmazása: szintaktikus habok előállítása, ragasztás, barna színe miatt réskitöltő és élkitöltő keverék készíthető vele fa szerkezeti elemek toldásához. Festés előtti befejező réteg kialakításához is kiváló. Könnyű alkalmazhatóság – jó konzisztencia és terülő képesség, könnyen elsimítható, – könnyű csiszolhatóság jellemző rá; Higroszkópos: Tartsuk gondosan lezárva a tárolóedényt, amikor nem használjuk. Fillite: alumínium szilikát mikroballon
Könnyen elkeverhető, megfelelő szerszámkeménységet és -merevséget biztosít. Használhatóak: felületjavítás, hang- és hőszigetelés, térkitöltés. A legjobb mikroballon töltőanyag a nyomásállóság és a kémiai ellenállóképesség kialakításához. Gazdaságos!
Tixotropizáló adalék
Silicell / HDK / Aerosil: kolloid szilika
Tixotropizáló adalék (csökkenti a függőleges falakról való gyantafolyást). Epoxi rendszerhez adagolva növeli a viszkozitást ill. a kezdeti ragasztóképességet és a függőleges felületeken való megtapadást, továbbá nem engedi leülepedni a töltőanyagokat térhálósodás közben.
Higroszkópos: Tartsuk gondosan lezárva a tárolóedényt, amikor nem használjuk.
Készre kevert töltőanyagok
Mixfill 30: Csiszolható felületek kialakításához kifejlesztett töltőanyag. Mikroballonnal kombinált speciális, közepes szemcseméretű töltőanyag, amely kiválóan alkalmas csiszolható felületek kialakításához. Leggyakrabban az SR 1610 / SD 2613 rendszerhez használják, melynek oka, hogy az ajánlott keverési arány segítségével mindig reprodukálható konzisztenciájú kittet állíthatunk elő. Maximálisan 3 cm mély hibák kialakításához javasolt (spatulával). A befejező réteget célszerű egy finomabb szemcséjű töltőanyaggal előállított kittel elkészíteni, mint például a Mixfill 10, a Whitecell vagy a fenol mikroballon. Mixfill 10: Csiszolható felületek kialakításához kifejlesztett töltőanyag.
Finomabb szemcseméretű, mint a Mixfill 30, könnyen csiszolható. Használjuk poliuretán vagy epoxi alapozó előtt. Pora nem ragad, és nem tömíti el a csiszolópapírt. Wood Fill 250: sokoldalú és ellenálló töltőanyag.
Krémszínű porkeverék, amely gyantába keverve kiválóan alkalmazható fafelületekhez. Élek és illesztések kitöltéséhez használható nagyobb sűrűségű töltőanyag, amely jól tapad fához, és növeli annak tömörségét. Wood Fill 130: sokoldalú, kis sűrűségű töltőanyag.
Fehér, kisebb sűrűségű töltőanyag, mely alkalmas illesztések összeragasztásához, rések, lyukak kitöltéséhez. Fill’ Tool: Szürke, kemény töltőanyag szerszámgélhez.
Növeli az epoxi rendszerek felületi keménységet és kopásállóságát. Sötét színe segíti a laminátum egybefüggő kialakítását. A Fill’Tool adagolásával változik tixotrópia. Fill’ Tool Alu: Töltőanyag alumíniummal töltött szerszám kialakításához.
A gyantával kevert alumíniumporos töltőanyag a szerszámgélre hordható fel. Alumínium granulátummal együtt öntve optimalizálhatók a hővezetési paraméterek.
Egyéb töltőanyagok
Treecell: Cellulóz alapú mikroszálak.
Fehér pamut szerkezetű por. Alapvetően epoxi rendszerrel fához ajánlott (R5550, SR8450), mint szerkezeti adalékanyag. Kiváló vastagító képességű, és fa idomok töltőragasztásához ajánlott termék, alkalmas élek vagy illesztések kitöltéséhez. Silicell-lel kombinálva jól terülő még inkább tixotróp anyagot kapunk. Grafit por: fekete, lemezes szerkezetű töltőanyag.
Alkalmazása: vegyszerálló, súrlódáscsökkentő, csúsztató, kopáscsökkentő, hősokk-álló, vibráció elnyelő, elektromos-(cca. 70 KOhm/mm), és hővezető. Talkum: magnézium-hidrogén-szilikát
Zsíros tapintású, lágy, por alakú ásványőrlemény, melynek súrlódáscsökkentő hatása van illetve növeli a felület csiszolhatóságát. Durva alumínium por 200-1000 mikron.
Alkalmas nagy térfogatú, jó hővezető képességű hőformázó (vákuumozás vagy sajtolás) szerszámok készítéséhez. A durvább és a finomabb alumínium őrlemény keveréke epoxi gyantával 1:1 térfogatos arányban keverve javítja a szerszám hővezető képességét és a nyomásállóságát, ellentétben egy egyszerű gyanta/mikroballon keverék alkalmazásával. Al-Olt – Al(OH)3: alumínium-hidroxid, vagy alumínium-trihidrát (ATH))
Alkalmazása: égésgátló adalékanyag. Komolyabb hő hatására előbb kristályvizet veszít, majd bomlik. Mindkét folyamat hőelvonással jár. A megfelelő égésgátló hatás eléréséhez legalább 30 %-ban kell alkalmazni. Csökkenti a poliészter gyanták zsugorodását. Dolomit – ásványi anyag (CaMg(CO3)2).
Alkalmazása: különböző finomságú őrleményként a műanyagiparban, festékiparban, kozmetikumok gyártásában, nemes vakolatként, valamint a gumiiparban használják fel. Korund – Al2O3
Alkalmazása: növeli a felületi keménységet, nehezen csiszolható. Szerszámgélek készítéséhez használják. A kész felület csak gyémánt, vagy vídia szerszámokkal munkálható meg. Hegyikréta – amorf, puha fehér por, kittek, tapaszok töltőanyaga. Molibdén-diszulfid – magas hőmérsékletnek is ellenálló kenőanyag. A mátrix felületén elkenődve javítja a csúszási tulajdonságokat.
Vákuumformázó szerszám készítésénél javasolt a 3:1 töltőanyag – gyanta tömegarány. A gyakorlatban a töltőanyagokat gyakran kombinálják egymással. A következő táblázat tartalmazza a minimális és maximális adagolási mennyiségeket és a maximális sűrűséget.
A rádiós átvitel. A rádiós összeköttetéshez szükséges egy adókészülék, aminek jeleit az átvivendő információnak megfelelően moduláljuk, továbbá egy vevőkészülék, ami az adó üzeneteit képes feldolgozni. Az adó által előállított elektromágneses hullámok terjedése révén lehet az üzenetet nagy távolságra vezeték nélkül továbbítani. Az elektromágneses hullámokat váltakozó elektromos és mágneses terek alkotják: az elektromos teret az elkülönített töltött részecskék hozzák létre, vagyis a feszültség és a távolság határozza meg, a mágneses erőteret a mozgó töltött részecskék hozzák létre. Az áram csak feszültség hatására folyhat, vagyis mágneses erőtérhez mindig tartozik elektromos erőtér is, – tehát az áram elektromágneses erőteret hoz létre.
Az elektromágneses hullámok polarizációja. Az elektromágneses hullám polarizációját az elektromos komponensének iránya határozza meg (feszültség kelti). Két fő polarizációs módot különböztetünk meg: a lineáris és az elliptikus vagy kör alakú polarizációt. Az elliptikus polarizáció esetében az elektromos komponens iránya körmozgást végez. A körforgás irányától függően beszélünk jobbra vagy balra forgó kör-polarizációról. A rövidhullámú tartományban az elliptikus, vagyis a kör alakú polarizációnak alig van jelentősége. Az igen nagy frekvenciák tartományában azonban fokozódó mértékben alkalmazzák, különösen az űrkutatás területén (pl. rádióasztronómia).
A lineáris polarizáció esetében az elektromos erővonalak egyenesen futnak, és a földfelszínhez képest egy bizonyos irányt vesznek fel. A földfelszínhez felvett irányuktól függően megkülönböztetjük a horizontális, vagyis vízszintes polarizációt (az elektromos erővonalak a földfelszínnel párhuzamosak) és a vertikális, vagyis függőleges polarizációt (az elektromos erővonalak a földfelszínre merőlegesek).
Az ionoszféra egyenlőtlenségei következtében a rövidhullámú tartományban igen gyakori a polarizáció-változás. Ennek következtében létrejövő fadding-jelenségeket polarizációs fadding-nek nevezzük. A terjedés útjában levő akadályok szintén polarizáció-módosuláshoz vezethetne. A vízszintesen felépített antennák általában vízszintesen polarizált hullámokat sugároznak ki, a függőlegesen elrendezett antennák pedig általában függőlegesen polarizált hullámokat. Bizonyos antennatípusoknál azonban a polarizáció az antenna irányából nem ismerhető fel azonnal (így pl. a résantennánál és a Quad-antennánál). Az elliptikus polarizáció meghatározásához szintén nincsenek egyszerű, általános érvényű szabályok.
Reflexió, refrakció és diffrakció. A reflexió (visszaverődés) lehet irányított, amely síkfelületen alakul ki, vagy szórt reflexió, amely egyenlőtlen felületeken keletkezik. Az irányított reflexiónál a visszavert sugár, a beeső sugár és a beesés pontjára emelt merőleges egy síkba esnek. A beesési szög és a visszaverődési szög a beesés pontjára emelt merőlegeshez képest egyforma. A reflexió mértéke (a reflexiós koefficiens) függ a visszaverő közeg permittivitásától (dielektromos tényezőjétől és permeabilitásától, más szóval áteresztő képességétől).
Az elektromágneses hullámok refrakciója (törés) különböző dielektromos tényezőjű közegek átmeneténél lép fel. Ennek a jelenségnek különösen az ultrarövid hullámok terjedésénél van jelentősége. Mivel az elektromágneses hullámok terjedési sebessége a közeg dielektromos tényezőjétől függ, így ha ez változik, a terjedési sebesség is változik. A sebesség változás következtében pedig irányváltozás lép fel; ez a refrakció. A légkör dielektromos tényezője függ a sűrűségtől és relatív nedvességtartalmától. A jelenség igen szemléletesen mutatható be egy optikai kísérlettel: ha egy botot ferdén egy vödör vízbe helyezünk, akkor a bot a vízfelszín síkjában meghajlani látszik (a fény is elektromágneses hullám).
Az elektromágneses hullámok diffrakciója (elhajlása) a terjedés útjában levő élek mentén alakul ki. Ennek köszönhető, hogy olyan területeken, amelyek hullámárnyékban vannak, mint pl. magasabb hegyek és épületek mögött, sokszor még elfogadható vétellehetőség tapasztalható. A diffrakció mértéke frekvenciafüggő: növekvő frekvenciával csökken.
Azatmoszféra. Az elektromágneses hullámok terjedésében jelentős szerepe van a Föld légkörének, az atmoszférának. Az atmoszféra mintegy 2000…3000 km magasságig terjed, és főleg nitrogénből, oxigénből, szén-dioxidból és vízgőzből áll. Az atmoszférát három fő rétegre szokás osztani: A troposzféra. A Föld légkörének a földfelszíntől kb. 11 km magasságig terjedő szakaszát troposzférának nevezzük. Szokás még “időjárási rétegnek” is nevezni, minthogy az időjárást meghatározó meteorológiai folyamatok elsősorban itt zajlanak le. A troposzféra a légkör anyagának mintegy 75%-át tartalmazza. A troposzféra hőmérséklete a magassággal általában csökken: 1000 méterenként 6…8°C-kal. A hőmérséklet a legfelső rétegben, a tropopauzában a legkisebb, átlagosan -50 °C. A troposzféra és a sztratoszféra közötti átmeneti réteg, a tropopauza magassága ingadozó. Közép-Európa földrajzi szélességénél általában márciusban a legalacsonyabb, állagosan 9,7km, míg júliusban a legmagasabb: 11,1km. A troposzféra állapota az ultrarövid hullámok terjedését lényegesen befolyásolhatja. A sztratoszféra. A Föld felszíne felett 11…80 km magasságban találjuk a sztratoszférát. Ebben a tartományban a szó általános értelmében vett időjárási jelenségek nem játszódnak le, és a réteget a vízgőz teljes hiánya jellemzi. Hőmérséklete mintegy 20 km magasságig állandónak tekinthető, e felett pedig egyenletesen növekszik, míg 50 km magasságban kb. 50 °C maximumot nem ér el. Ezt a növekvő hőmérsékletű tartományt ózon-zónának is nevezik, mivel ebben a magasságban a légkör ózon-koncentrációja viszonylag nagy. Ez az ózon-réteg a földi élet létének és fejlődésének fontos tényezője, minthogy a Nap ibolyántúli sugárzásának legnagyobb hányadát elnyeli.
50 km feletti magasságban a hőmérséklet-eloszlás ismét csökkenő jellegű, míg 80 km-nél – az ionoszférába való átmenetnél – ismét fordulópont található. A sztratoszféra hatását az ultrarövid hullámok terjedésére ez ideig nem sikerült kimutatni. Az ionoszféra. 80 km feletti magasságban az ionoszféra található, amelynek felső határa hozzávetőleg 800 km-nél van; itt fokozatosan átmegy az interstelláris (csillagközi) térbe. Ezt az átmeneti tartományt exoszférának nevezik. Az ionoszférában igen sok elektromosan töltött részecske – ion és elektron – van. Ezek semleges gázmolekulákból ionizáció következtében jönnek létre. Mivel a gázsűrűség ilyen magasságon alacsony, ezért az ionizált állapot jelentős ideig fennmaradhat. A pozitív ionok és elektronok egymásra találását rekombinációnak hívják. Ionizációt itt elsősorban a napsugárzás okoz; az ultraibolya, korpuszkuláris sugárzás és a kozmikus sugárzás, továbbá a meteoritok zápora (több mint 100 meteorit/nap). Az elektromosan töltött részecskék jelenlétének következtében az atmoszféra felső rétege elektromosan vezetővé válik, és ilyenformán az elektromágneses hullámok bizonyos frekvenciatartományát képes visszaverni (reflektálni).
Kennelly és Heaviside már 1900-ban feltételeztek nagy magasságban egy ilyen elektromosan vezető réteget. Appleton és Barnett 1924-ben kísérleti úton kimutatták a Föld légkörének reflektáló tulajdonságát, s ezzel bizonyították Kennelly és Heaviside elméletét. Később a radar-elven alapuló mérésekkel sikerült kimutatni, hogy az atmoszférában nemcsak egy ilyen reflektáló tulajdonságú réteg található (Kennelly – Heaviside-réteg), hanem egy egész rétegrendszer.
Az ionoszféra elektronsűrűség-eloszlásának néhány maximuma van. 40 és 80 km közötti magasságban ezért több rétegre tagoljuk. Tulajdonképpen nem is beszélhetünk rétegekről, mivel a különböző elektronsűrűségű tartományok közötti átmenetek egymásba folynak. A réteges szerkezet elmélete azonban az elmúlt évtizedekben szilárd fogalommá vált, ezért használata továbbra is indokolt. Rétegek alakulása függ a naptól érkező energiától, ezért egyes rétegek csak nappal vannak jelen.
Napközben, nagyjából 50-90 km magasságban alakul ki a D-réteg. Az ionizáció fő forrása a D-régióban az UV-sugárzás, ami a nitrogén-monoxid (NO) molekulákra hat, majd az éjszaka folyamán eltűnik. Rekombináció ebben a rétegben gyorsan lezajlik. Fontos tulajdonsága, hogy elnyeli a rövidhullámú sugárzást – napviharok során gátolja az RH kommunikációt.
E felett helyezkedik el az E-réteg (a tulajdonképpeni Kennelly-Heaviside réteg), amelyben a maximális elektronsűrűség 110…130 km magasságban van. Főleg lágy röntgensugarak és UV-sugárzás hozza létre, amik az oxigénmolekulákra hatnak. Az E-régió legnagyobb sűrűsége kb. 100-szorosa a D-régió legnagyobb sűrűségének, mert a rekombináció itt jóval lassabb. A D-régióhoz hasonlóan az E-réteg is gyengül az éjszaka folyamán, illetve magasabbra tolódik. Van még egy másik, átmeneti forrása is az ionizációnak az E-régió magasságában, aminek létrejöttében szerepet játszik a semleges atmoszféra mozgása, az északi fény körüli elektromos mező és a légkörbe belépő meteorok, amik felizzanak, és az őket körülvevő semleges gázt ionizálják, ezzel a nyomvonalukon egy hosszú ionizációs csíkot hoznak létre. Az ilyen csíkokat szporadikus E-rétegnek nevezik (görögül szporadikus: szórványos, helyenként előforduló). Hatása néhány perctől néhány óráig tarthat. Mivel az így létrejövő réteg jól visszaveri a nagyfrekvenciás rádióhullámokat, ezért ilyenkor a megszokottnál jóval nagyobb távolságú összeköttetés is lehetséges.
A még feljebb fekvő F-réteg (Appleton-réteg) nyáron a nappali órákban F1 és F2 rétegekre hasad. Az ionizáció maximuma az F1 rétegnél 200…230 km magasságban van, míg az F2 rétegnél 300…400 km magasságban. Az ionizáció mértéke (elektronsűrűség) rétegről-rétegre növekszik és maximális értékét az F2 rétegen kb. 400 km magasságban éri el. E felett az ionizáció mértéke gyorsan csökken, míg végül teljesen megszűnik.
Minthogy az ionoszféra folytonos állapotváltozásoknak van kitéve, a vázolt elrendezés nem tekinthető egymáson elhelyezkedő rétegek merev rendszerének: az ionizáció mértéke folytonosan változik az év- és napszak, a naptevékenység, a földrajzi szélesség és még egyéb tényezők függvényében.
Elektromágneses hullám terjedése. Az elektromágneses hullámok terjedésében jelentős szerepe van a földfelszín görbületének, a talaj eltérő konduktivitásának és legfőképpen atmoszférájának. Ha az adó- és vevőantenna a föld felszínén van, a rádióhullámok az adótól a vevőig két úton juthatnak el:
– a troposzférán át a földfelszín mentén, mint felületi vagy talajhullámok
– az ionoszférától visszaverődve, mint térhullámok.
A felületi hullámok a Föld görbületét követik, és terjedésük során a felszíni abszorpciós hatások következtében veszteséget szenvednek. Ez a veszteség a frekvenciával növekszik. Igen kis frekvenciák esetében (a leghosszabb hullámtartományban) a felületi hullám nagy távolságok áthidalását teszi lehetővé. A talaj elektromos vezetőképessége és a tereptárgyak (épületek, növényzet stb.) a felületi hullámok terjedését befolyásolják, a hatótávolságot azonban főleg akisugárzott teljesítmény határozza meg. A rövidhullámok felületi hatósugara csekély. Közepes teljesítményű amatőr adóval a 80 m-es sávban kb. 100 km-es felületi hullámú hatótávolsággal lehet számolni; azonos teljesítményű 10 m-es sávban dolgozó adónál ez a távolság kb. 15 km-re csökken. Az ultrarövid hullámok tartományában a nagyobb távolságok áthidalását felületi hullámokkal a troposzférában létrejövő hullám-elhajlás, -törés és -szóródás teszi lehetővé.
A legnagyobb földi távolságok áthidalását a rövidhullámok térbeli terjedése teszi lehetővé, amikor is a térhullámok az ionoszférától visszaverődnek. A rádióhullámok terjedési sebessége az ionoszférában valamivel nagyobb, mint a troposzférában, és lényegében az elektronkoncentráció és a frekvencia függvénye. Az elektronkoncentráció növekedésével – adott frekvencián – a terjedési sebesség is növekszik. Ha a hullámhomlok nem merőlegesen, hanem 90°-nál kisebb szöggel lép be az ionoszférába, a hullámhomlok felső része “gyorsabb”, mint az alsó része. Az eltérő terjedési sebesség következtében a terjedési irány megtörik és elegendő nagy elektronkoncentráció esetén a hullám a Föld felé visszaverődik. A jelenséggel kapcsolatosan az alábbi összefüggések érvényesek:
Minél nagyobb az üzemi frekvencia, annál nagyobb elektronkoncentráció szükséges a reflexió feltételeinek biztosítására.
A térhullám visszaverődése a Föld felé annál könnyebben valósul meg, minél laposabban lép be az ionoszférába.
A reflexió sohasem veszteségmentes, ezért a visszavert térhullámoknál mindig kisebb-nagyobb járulékos csillapítással kell számolni. Az ionoszféra csillapítása frekvenciafüggő: a kisebb frekvenciák csillapítása nagyobb, mint a nagyobb frekvenciáké.
A térhullámok nagy távolságú terjedését azonban az árnyékolás akadályozhatja. Fedésről beszélünk akkor, amikor a hullámok már a viszonylag alacsony E-rétegről visszaverődnek, és így a magasabban elhelyezkedő F-rétegig el sem jutnak. Összefoglalóan megállapítható, hogy a térhullámok terjedése függ a felsőhatár frekvenciától (az a frekvencia, mely merőlegesen érkezve az ionoszférába meg visszaverődik), a csillapítástól és az árnyékolástól. Az áthidalható legnagyobb távolság – egyszeres visszaverődéssel az ionoszférától 4000…4500 km. Mivel azonban a rövidhullámok a talaj és az ionoszféra között többszörösen is visszaverődhetnek, a térhullámok többszörös “ugrással” a legnagyobb lehetséges földi távolságokat is áthidalhatják.
Azonban 5 m-nél kisebb (6oMHz-nél magasabb frekvenciájú) ultrarövid hullámoknál – normális körülmények között – még a leglaposabb belépési szögnél sem tapasztalható reflexió az ionoszféráról. Ezek a nagyfrekvenciás térhullámok az ionoszférán áthatolva a világegyetemben terjednek tova.
Az ultrarövid hullámok terjedése. Az ultrarövid hullámú elektromágneses rezgések hullámhossza 10 és 1 m között van, ami 30…300 MHz-nek felel meg.Terjedésük megközelíti a fényterjedési törvényszerűségeit. Ezért szokás kvázi-optikai (fényhez hasonló) terjedésről beszélni, noha valójában ténylegesen kvázi-optikai terjedésről csak a deci-, centi- és a milliméter-tartományban van szó. Az ultrarövid hullámok kiválóan alkalmasak olyan távolságok üzembiztos áthidalására, amelyek az elméleti optikai látóhatáron belül vannak, ugyanis biztonságos hatósugaruk kb. 15 %-kal meghaladja az optikai látóhatárt. Ezen a távolságon belül térerő-ingadozás gyakorlatilag nem lép fel, és már egészen kis adóteljesítménnyel is – az időjárási viszonyoktól és az ionoszféra állapotától függetlenül – üzembiztos összeköttetések létesíthetők. A hullámterjedés-kutatás legújabb eredményei alapján az ultrarövid hullámok elhajlása a Föld felszíne felé a levegőnek a magassággal csökkenő törésmutatójával hozható összefüggésbe. A törésmutató értékét a troposzféra vízgőz tartalma (nedvessége), nyomása és hőmérséklete határozzák meg.
Az ultrarövid hullámok hatósugara közelítő számítással:
ahol a 2 m-es hullám hatósugara km-ben; az adóantenna magassága m-ben és a vevőantenna magassága m-ben.
Az összefüggés a Földnek az ún. “négyharmad” sugarán alapszik, vagyis nem a tényleges 6370 km-es földsugárral számolunk, hanem az egyharmaddal megnövelt 8500 km-es értékkel. Az ultrarövid hullámú tartományban időszakosan olyan nagy-távolságú terjedések figyelhetők meg (1000 km felett), amelyek a közönséges horizonton túli terjedéssel nem magyarázhatók. A jelenségnek többféle oka lehet, azonban többnyire a troposzféra különleges állapotára vezethető vissza.
Troposzferikus nagytávolságú terjedés.
A troposzféra hőmérséklete általában a magassággal csökken: 1000 m-enként 6…8°C-kal. A légtömegek mozgása és egyéb meteorológiai hatások következtében a hőmérsékleti és relatív nedvesség-eloszlási görbén ugrásszerű hirtelen változások is felléphetnek, ennek következtében a görbe a normálistól eltérhet. Az ilyen hőmérsékletugrás – más néven inverzió – a légsűrűség változását okozza: a meleg levegő sűrűsége kisebb, mint a hidegé. Az optikából ismeretes a fénytörés alapszabálya: ha a fénysugár valamely optikailag sűrűbb (nagyobb törésmutatójú) közegből egy kisebb sűrűségűbe (kisebb törésmutató) lép, az átlépési pontban emelt merőlegestől elfelé, míg az optikailag sűrűbb közegbe lépve a merőleges felé törik. Az ultrarövid hullámok a terjedési közeg sűrűségének változásakor a fényhez hasonló viselkedést tanúsítanak: a hullámhomlok az inverziórétegbe belépve a Föld felszíne felé törik. Az inverziós réteg általában viszonylag kis magasságban helyezkedik el. A talajmenti inverzió közvetlenül a talaj felszíne felett alakul ki, hatására viszonylag csak kis hatósugár-növekedés jelentkezik. A magassági inverzió néhány 1000 m magasságban képződik, és ez hozza létre a nagy távolságú terjedést. Mint látható, a közvetlen terjedéssel csak azok a hullámok érik az ellenállomás antennáját (I. vevő), amelyek igen lapos szögben, mintegy a Föld felszínéhez érintőlegesen lépnek ki az adóantennáról. Ha a troposzféra állapota a hullámpálya elhajlását és ezzel rendkívüli terjedést okoz, szintén a lapos lesugárzás kedvez a terjedésnek (II. vevő). Ebből nyilvánvalóan következik, hogy nagytávolságú összeköttetések létesítése szempontjából azok az antennatípusok kedvezőek, amelyek elsősorban a függőleges síkban nyalábolnak!
Ritkán előforduló jelenség az ún.. troposzferikus hullámvezetéses átvitel (angolul: ducting). Ez csak akkor jön létre, ha egy időben egymás felett több inverziós réteg közé jut be a hullám, ott addig reflektálódik ide-oda a két réteg között, míg az alsó réteg lokális elvékonyodásához érve azon át kilép. A rendkívüli hullámvezetéses terjedést az jellemzi, hogy az összeköttetés – területileg igen távoli állomások között szűken behatárolt – lehetséges, míg a közelebbi állomások a holtzóna miatt nem érhetők el. Hullámvezetéses terjedés azonban kialakulhat a Föld felszíne és egy nagykiterjedésű talajmenti inverziós réteg között. Ennek a terjedésnek a jellemzője, hogy a terjedés útjában nincs holtzóna. Ha a troposzféra törésmutatója olyan nagy, hogy a földfelszínnel párhuzamosan kisugárzott hullámvisszaverődés lehetséges, akkor szuper-refrakcióról beszélünk. Ilyenkor az inverziós rétegen totálreflexió lép fel, amely folyamat hasonlatos a rövidhullámoknak az ionoszféra egyes rétegein lezajló reflexiós folyamatához.
Szórthullám-terjedés. A troposzféra felső tartományában, kb. 10 km magasságban, a légrétegek intenzív függőleges áramlása figyelhető meg. Ezek az ún. kiegyenlítődési áramlatok. A különböző hőmérsékletű légrétegek keveredése állandó turbulenciát hoz létre. Ilyenkor parazita-inhomogenitások keletkeznek, amelyeknek a környező légtömegekkel szemben eltérő hőmérsékletük, nyomásuk és relatív nedvességtartalmuk van. Ha a hullámterjedés pályája ilyen inhomogenitásokon át vezet, akkor az energia kicsiny töredéke diffúz szóródást szenved. Minthogy a szórt sugárzás a tér minden irányában terjed, egy része jóval az optikai látóhatár mögött tér vissza a Föld felszínére. Ez a maradék erőtér rendkívül kicsiny, azonban állandó értékű.
A troposzferikus szórthullám-terjedést (angolul: tropospheric scatter) a 100…1000 MHz közötti frekvenciáknál szokták hasznosítani, főleg az 500 MHz körüli frekvenciáknál. Az áthidalható távolság 800…1000 km-t is elérhet. A vétel minősége rendszerint gyenge, és sokszor az átvitt jel sávszélességének csökkenése is megfigyelhető. A sávszélesség csökkenése azzal magyarázható, hogy az inhomogén tartomány különböző pontjairól származó szórthullámok fáziskéséssel érkeznek a vevőantennához. A szórási gócok helyzetváltozásai a troposzférában ezen kívül kisebb-nagyobb fadding jelenségeket is okozhatnak.
Stabilabb összeköttetés tartható fenn az ionoszferikus szórthullám-terjedéssel (angolul: ionospheric scatter), ami a kb. 100 km magasságban levő ionoszférarétegeknek köszönhető. Ehhez leginkább a 25.. .60 MHz közötti frekvenciák használhatók, míg az áthidalható távolságok 7000…2500 km.
Az ultrarövid hullámok reflexiója a sporadikus E-rétegtől. Az ionoszférában az elektronsűrűség néha váratlanul megváltozik, pl. ionoszferikus szél esetén. Ilyenkor az ionoszféra alsó rétegeiben igen intenzív ionizációjú inhomogenitások léphetnek fel. Minthogy ezek a sporadikus (szórt) gócok elsősorban az E-rétegben, főleg ennek alsó szakaszában keletkeznek, ezt sporadikus E-rétegnek (Es réteg) nevezzük. E jelenség okát nem sikerült ez ideig egyértelműen tisztázni, azonban hatását jól ismerjük. Bizonyított tény, hogy az ultrarövid hullámú tartománynak főleg a 30…100 MHz közötti szakasza verődik vissza az Es rétegtől. A 2 m-es sávban is sikerült olyan összeköttetések létrehozása, amelyek az adott körülmények között igen nagy valószínűséggel az Es rétegen bekövetkezett reflexióval magyarázhatók. Minthogy a hullámok a 100…130 km magasságban reflektálódnak, kiszámítható, hogy a reflektált hullámok az adótól 900…2000 km távolságban térnek vissza a földfelszínre. A szórthullámok intenzitása 1000 km-nél kisebb távolságoknál rohamosan csökken.
Az ultrarövid hullámok visszaverődése az északi fénytől. A Nap időnként hatalmas tömegű, elektromos töltésű izzó gázfelhőket lövell ki magából. Ezek nem tekinthetők sugárzásnak, minthogy sebességük “csupán” 1500 km/s körül van. A jelenséget kísérő anyagvándorlás miatt korpuszkuláris (részecske-) sugárzásnak nevezik. Ha a Föld ilyen részecskesugárzással találkozik, mágneses tere a részecskeáramban haladó elektronokat és ionokat a mágneses pólusok irányába eltéríti. Az eltérített részecskesugár a 70. szélességi fok körül – az ún. aurora-zónában vagy északifény-tartományban – lép be a magasabb légkörbe, és szekunder ionizációt, valamint az északi fény jelenségét idézi elő. Ugyanakkor az aurora-zóna mentén nagy intenzitású áramlás jelentkezik, amelynek erősen ingadozó mágneses tere az állandónak tekinthető földmágneses térre szuperponálódik: ún. mágneses vihar keletkezik, melynek intenzitása az északifény-tartományban a legalacsonyabb.
Az intenzív részecskesugárzás által okozott szekunder ionizáció az aurora-zónában igen nagy helyi elektronsűrűségeket hozhat létre. Ezért az északi fény környezetében kifejezett ionizált gócok keletkezhetnek, amelyeknek elektronsűrűsége az ultrarövid hullámok reflexiójához is elegendően nagy. Az ún. aurora E-rétegen végbemenő visszaverődés átlagban 100 km-es, vagy ennél nagyobb magasságban játszódik le. A diffúz reflexió következtében a jelátvitelt erős torzítás jellemzi. Ezért összeköttetések csupán távíró-üzemmódban létesíthetők.
A Napon lezajló nagyobb erupciót követően általában 26 óra múlva a részecskefelhő eléri az ionoszférát. Néha azonban az is előfordulhat, hogy a Napból kiszakadó részecskesugárzás elkerüli a Földet, és a csillagászati módszerekkel észlelt erupciót az aurora-jelenségek nem követik. Ez rendszerint akkor következik be, ha az erupció a napkorong széle felé zajlott le.
Az ultrarövid hullámok visszaverődése meteor-nyomvonalakról (meteorscatter). A Föld a Nap körüli pályáján rendkívül nagyszámú, többnyire igen kicsiny, porszerű meteorittal találkozik. A meteoritok igen nagy sebességgel (elérhetik a 72 km/s-ot is) hatolnak be az atmoszférába, miközben a súrlódási hő folytán 100 … 200 km-es magasságban elgőzölögnek, elégnek. A meteoritoknak csupán egy kis része akkora, hogy elégéskor az atmoszférában látható fénynyomot hagynak (hullócsillag), és még sokkal ritkább az olyan méretű meteorit, amely eljut a Föld felszínéig.
A meteoritok két csoportba oszthatók: az első csoportba azok sorolhatók, amelyek a világűrben mindenütt viszonylag egyenletes eloszlásban találhatók. Ezek kitüntetett irány nélkül és különböző sebességgel mozognak. A második csoporthoz tartozó meteoritok pedig meghatározott pályákon, azonos irányokban és sebességekkel haladnak. Ezek a meteoráramok vagy meteorit-záporok periodikusan keresztezik a Föld pályáját, és végleges megsemmisülés előtt pályájuk mentén az atmoszférában ionizált csatornát létesítenek. Az ilyen ionizált csatorna rövid életű, mivel az igen kis nyomású magas atmoszférában hamar szétterjed és eloszlik. A kezdeti szakaszban azonban olyan nagy elektronsűrűség léphet fel, hogy az ultrarövid hullámok az ionizált csatornától visszaverődnek. Minél nagyobb méretű a rohanó meteorit, annál nagyobb és hosszabb élettartamú az általa létrehozott ionizált csatorna. Összeköttetéseket a meteor-nyomvonalaktól visszavert hullámokkal a kanadai Janet-eljárás szerint gyakorlatilag is létesítenek. Ezen kívül a 2 m-es sávban dolgozó amatőrök is kiterjedten használják. Általában nem az első csoporthoz tartozó, szórványosan fellépő meteoritok, hanem a periodikusan jelentkező meteoritrajok nyomvonalait hasznosítják rádióösszeköttetésekhez. Minthogy az utóbbiak pályája és sebessége többnyire ismeretes, a Föld és a meteoritraj találkozásának időpontja kielégítő pontossággal előre számítható.
Az ultrarövid hullámok reflexiója a Hold és a mesterséges holdak felszínéről. Az ultrarövid hullámú átviteltechnika a Föld-Hold-Föld (EME) útvonalon át azon a felismerésen alapszik, hogy az ultrarövid hullámok az ionoszféra rétegeken áthatolva a világűrbe jutnak ki. Már 1946-ban sikerült venni holdfelszínről visszaverődött impulzusokat. (megjegyzés: Eredetileg 1944 márciusában Bay Zoltán, az akkori Műegyetem Atomfizikai Intézetének igazgatója vetette fel a gondolatot, hogy a Holdat visszaverő felületként alkalmazva rádióhullámok, visszaverődését lehetne észlelni. A háborús események miatt a már megépített berendezés megsemmisült. A munkát 1945.év második felében ismét megkezdték. A kísérlet 1946 február első napjaiban eredménnyel végződött. A kiséletet az Egyesült Izzó kutató-laboratóriumában végezték el. A vonatkozó leírás és fényképek a Rádióévkönyv 1947-es kötetében [Hungária kiadás] találhatók).
Az első holdreflexiós kétirányú amatőr összeköttetést 1960. július 21-én létesítette a W6HB (San Carlos, Kalifornia) és W1BU (Medfield, Massachussetts) állomás az 1296 MHz-es sávban. Mindkét állomás kimeneti teljesítménye 400W volt és parabolaantennákat használtak. A két állomás légvonalban 4320 km-re volt egymástól, azonban a ténylegesen áthidalt távolság 768 000 km-t tett ki. Az első sikeres kísérletet 1964-ben továbbiak követték a 2 m-es és 70 cm-es amatőrsávban. Ezek során a holdreflexió segítségével Európa és Amerika között is létesült kétirányú összeköttetés.
A Föld-Hold-Föld útvonal használata rendkívüli technikai felkészültséget tesz szükségessé. Az egységes üzemszerű összeköttetésekhez a közel 5 másodperces jelátfutási idő is túl sok lehet, ez azonban amatőr vonatkozásban nem jelent hátrányt. Különleges perspektívát jelentenek az ultrarövid hullámú átviteltechnikában a műholdak, amelyeket előre számított Föld körüli pályára juttatnak. A tudományos célokat szolgáló különféle mesterséges holdak mellett az Egyesült Államokban amatőr célú mesterséges holdat is fellőttek (OSCAR). Az interkontinentális tv-átvitel céljaira szolgálnak a MOLNYIJA, TELSTAR, SYNCOM stb. mesterséges híradástechnikai holdak. A passzív híradástechnikai mesterséges holdak lényegében nagyméretű ballonok, amelyeknek felszíne vékony fémréteggel van borítva. (Pl. az ECHO ballon.) Ennek következtében a rádió- és fényhullámokat igen jó hatásfokkal képesek reflektálni. Az aktív híradástechnikai holdak ezzel szemben komplett vevő- és adóberendezésekkel vannak felszerelve: a Földről érkező jeleket egy másik frekvencián ismét lesugározzák, relézik. Az aktív mesterséges holdak elektronikus adattárolót is vihetnek magukkal, amelynek segítségével a vett és tárolt jeleket később, pl. a földi parancsra ismét lesugározzák.
Sok fórum-oldalt olvastam át FPV-ről, és “nyálcsorgatva” néztem végig a GoPro3 Black Edition kamerával készített magaslati felvételeket. Irigykedve néztem, hogyan hullanak a rekordok az FPV területén. Türelmes voltam, de valahogy nem akart lejjebb menni az ára. Végül 2013 derekán megjelent egy kínai fejlesztésű kamera Mobius néven. Kicsit szkeptikus voltam, és megvártam, míg a környezetemben is megjelent egy-kettő. Irodai teszteléseim során kellemesen csalódtam, de kezdjük az elején.
Mobius ActionCam rövid specifikációja:
A mindössze 38 grammos eszközben (61 x 35 x 18mm) nagy lehetőségek rejlenek (#26 modell): beépített LiPo cella (500mAh) töltésvezérlő IC-vel gondoskodnak a táplálásról, a gyári lencse látószöge ~110°, videófelbontások: 1080 x 30FPS, 720 x 60FPS, 720 x 30FPS, H.264/AVC1 codec, fénykép felbontások: 2304 x 1536, 1920 x 1080, 1280 x 720, sorozatkészítési lehetőséggel, microSD/SDHC/SDXC kártya foglalat, mely 64GB befogadására is alkalmas (class 4-6), USB2.0, plug&play. Nincs szükség külön meghajtó szoftverre, valósidejű TV videó kimenet biztosítja a kapcsolatot az analóg eszközökhöz.
A készülék számos funkciójának és szoftveres beállítási lehetőségeinek köszönhetően több területen is sikeresen bevethető. Használhatjuk miniatűr zsebkameraként, fedélzeti kameraként, biztonsági felvételek készítéséhez, webkameraként illetve hordozható adattároló/kártyaolvasóként.
Üzemeltetés főbb aspektusai. Kompatibilitásiproblémák elkerülése érdekében használjunk márkás kártyát (Kingston ajánlott), legalább 4. minőségosztályút (Class 4). Egyes magas minőségosztályú kártyák azonban okozhatnak fennakadást: pl. Sandisk 32GB Ultra (Class 10) korábbi firmware-el. Lehetőség szerint kamránkat használjunk 1.13, vagy későbbi firmware-el. Egy jó megoldás lehet a Class 4 Kingston microSD kártya FAT32 fájlrendszerrel. Rosszabb minőségű kártya akár 20mA-rel több áramot is fogyaszthat!
Használat előtt formázzuk a kártyát a készülékben (In-Camera Formatting). Ehhez csatlakoztassuk a kamerát külső USB feszültségforráshoz. Nyomjuk le az üzemmód gombot (M), és miközben tartjuk, csatlakoztassuk le a feszültségforrásról. Ezután a sárga LED elkezd pislogni. A formázás végét a piros LED háromszori villanása jelzi, majd a kamera kikapcsol. Ezután már elengedhetjük a gombot.
Ha már a kártya készen áll a használatra, kapcsoljuk be. Ennek hatására felvillan a kék LED, után kis idő múlva narancsszínűre vált. Ekkor a készülék készenléti állapotba kerül, és várja az utasításainkat. Ebben az állapotban a készülék legfeljebb 30 másodpercig tartózkodik, azután kikapcsol. Megnyomva a “kamera” jelű gombot (kioldó), elindul a felvétel. A gomb ismételt megnyomása megállítja a felvételt. Beépített 520mAh LiPo akkumulátornak köszönhetően akár 80 perc hosszú felvételt is készíthetünk, ha rendelkezésünkre áll megfelelő méretű tárhely (átlag fogyasztás 380mAh, tárhely igény ~30-60MB/perc [vagyis 8GB kártya bőven elegendő a beépített energiaforráshoz], kikapcsolt állapotban 15uA). Ez az idő hidegben drasztikusan csökkenhet. Külső energiaforrással ennél nagyobb felvételt is készíthetünk. Klip maximális hossza 4GB (állítható méret), ezután a kamera egy másik fájlt készít 1mp átfedéssel. A készülék beépített töltésvezérlőjének köszönhetően az elhasznált energiát bármilyen 5V forrásból tudjuk pótolni USB csatlakozón keresztül. Egy teljesen lemerült cella feltöltése 2,5 órát vesz igénybe 140mA maximális áramfelvétel mellett. Töltés során a visszajelző LED zölden világít (ha narancssárga, akkor nyomjuk meg a kikapcs. gombot), és a töltési folyamat befejeztével kialszik. Kerüljük a nemstandard USB kábeleket, mert visszafordíthatatlan károkat is okozhatnak a kameránkban! Kameránk töltéshez csak a + (pozitív-1.) és a GND (föld-5.) vezetékeket használja. Rövid áttekintés után nézzük, milyen egyéb lehetőségek rejlenek a készülékben, melyek csábítóak lehetnek egy FPVs modellező számára.
A kamera használata.
Ahogy a tesztvideóból már láttuk, a kamera minősége kiválónak mondható, különösen, ha figyelembe vesszük, hogy a vetélytárs 6x árkategóriába tartozik. Jó hír, hogy rögzítés során is tölthetjük a készüléket, illetve külső 5V feszültségforrást alkalmazhatunk kameránk táplálására (min. 1A terhelhetőséggel: fogyasztás engedélyezett cellatöltéssel: 510mA). Bekapcsolásnál a készülék ellenőrzi, hogy van-e jel a Data érintkezőkön (2. -3.). Ha talál, akkor “úgy véli”, hogy PC-hez van kötve, és letiltja a rögzítés kezdeményezését, de ha előtte indítjuk el rögzítést… Az 5V tápvezetéket bármikor csatlakoztathatjuk a kamerához.
Kameránk üzemállapotát az üzemmód gomb (M) segítségével változtathatjuk. Visszajelzésként a készülék tetején található LED megváltoztatja a színét.
Állapot jelző LED fényei
Narancs sz. LED – Videó üzemmód 1, – folyamatos, ha várakozó üzemmódban, villog felvételkor,
Kék színű LED – Videó üzemmód 2, – folyamatos, ha várakozó üzemmódban, villog felvételkor,
Piros színű LED – Fényképezőgép üzemmód,
Piros színű LED – Visszajátszási üzemmód – csak akkor érhető el, ha az analóg kimenetet aktiváló kábel csatlakoztatva van. Lejátszáshoz a kioldó gombot kell megnyomni. Következő felvételre való ugráshoz nyomjuk meg az üzemmód gombot (M),
Zöld színű LED – kamera akkumulátorának töltése folyamatban van (USB kábelen, kikapcsolt állapotban).
Felvétel készítése során a rögzített anyagot írásvédetté is tehetjük. Ehhez a felvételkészítéskor nyomjuk meg az üzemmód gombot (M).
WEB-kamera üzemmód: két egyszerű lépéssel kiváló minőségű web-kamerát varázsolhatunk az eszközünkből. Ehhez először csatlakoztassuk a számítógépünkhöz (lehet Android operációs rendszerrel ellátott hordozható kis készülék is, de csatlakoztatáshoz OTG kábel szükséges), utána nyomjuk meg a kioldó gombot a kamerán.
Hasznos funkciója a kamerának az Auto Power-on Record, mely külső feszültségforrás csatlakoztatásakor automatikusan elindítja a felvételt Mode1 beállításokkal, és külső forrás lecsatolásakor leállítja azt egy kis késleltetéssel (~15 mp). Modellezés szempontjából ez annyit jelent, hogy akár távirányítóról is ki-be kapcsolható a rögzítés a készülék módosítása nélkül. :) Eközben, ha letiltottuk a felvétel LED-del való visszajelzését, a narancsszínű LED háromszor villan és kialszik; egyéb esetben két másodpercenként kapunk egy narancssárga villanást.
Audio Volume OFF előnye a helytakarékosságban keresendő, ugyanis a készülék teljesen kivonja a hangsávot a .MOV fájlból, ezzel közel 7% tárhelyet takarítva meg a felhasználónak. Utólagos hangsávillesztésénél amúgy is fölösleges az eredeti, nem túl jó minőségű hangsáv.
Time Lapse funkción keresztül képsorozatokat készíthetünk. Funkció aktiválásán kívül beállíthatjuk a két kép közötti időintervallumot is. Sajnos, ha ez az intervallum 2 mp-nél rövidebb, akkor nem kapunk időbélyeget a képekhez. Ajánlott beállítások: 1mp -forgalom, gyorsan mozgó felhők figyelése; 1-3 mp -napkelte, napnyugta, lassú felhők, 15-30mp -mozgó árnyékok, csillagok, mozgásának követése, 90-120mp -gyorsan növő növények, 5-15p -építkezések előrehaladásának követésére.
Filed Of View vagyis látómező beállításával eldönthetjük, hogy a kijelző kis területét 1:1 olvassuk ki, vagy az egész érzékelő területet konvertáljuk a megadott méretre. Ennek megértésében a táblázat, illetve a magyarázat nyújt segítséget: 1080@30 wide – 2304 x 1296 terület képe át van számolva 1920 x 1080 felbontásra, – a legszélesebb látómező, 1080@30 narrow – 1920 x 1080 méretű terület direkt beolvasása CMOS tömb közepéről, 720@30 wide – 2304 x 1296 natúr felbontás át van számítva 1280 x 720-ra, – a legszélesebb látómező, 720@30 narrow – 1920 x 1080 terület átszámolva 1280 x 720, 720@60 narrow – 1280 x 720 méretű terület direkt beolvasása CMOS tömb közepéről.
A felbontás nagysága beállítható szoftveresen vagy konfigurációs fájlon keresztül, minden egyes felvételi módhoz külön-külön.
Kábelek és kommunikáció. Minden kommunikáció az eszközzel micro-USB csatlakozón keresztül zajlik. Normál USB kábel segítségével a kamera töltését tudjuk elvégezni, illetve egy PC-hez tudjuk csatlakoztatni digitális adatok le- és feltöltéséhez; ebbe beletartozik a konfigurációs fájl szerkesztése illetve szoftveren keresztüli konfigurálása.
A kamerához adott kiegészítők között egy speciális kábel is található. Ennek a kábelnek a 4-5. lábai össze vannak kötve, vagyis a Sence vezeték le van földelve. A kamera ezt érzékelve Videó-jelet küld ki a 2. lábon, illetve Audió-jelet a 3. lábon. A csatolt kábel másik végén három érintkezőjű csatlakozó található tápellátás, analóg audió illetve videó kivezetéséhez. Ezekhez igény szerint megfelelő adapter kábelek csatlakoztathatóak. Figyelem, ha ezt a kábelt felvétel közben csatlakoztatjuk, a felvétel leáll és a kamera várakozó üzemmódba kerül! Mivel a vezetékek nem árnyékoltak, érdemes a külső szigetelést visszavágni, a vezetékpárokat megsodorni és utána vagy zugsorcsővel, vagy valamilyen árnyékolási technikával védeni a vezetékeket mechanikus sérülésektől és elektromágneses zajoktól. Az analóg kimeneteket gyakran egy csatlakozóba fogják össze, és így a kamera egy mozdulattal csatlakoztatható OSD-hez vagy adómodulhoz. Kamerát csatlakoztathatjuk egy Android operációs rendszerrel rendelkező mobileszközhöz is egy OTG kábellel. Ez nem más, mint a mar általunk is ismert USB kábel, melynek egyik végén mini-USB csatlakozó található, a másik végén micro-USB, melynek 4. – 5. lábai össze vannak kötve.
Kamera konfigurálása és meghajtó szoftver frissítése. Igazán türelmet és megértést igénylő feladat. :) A kamera beállítását két módszerrel is végezhetjük: az egyik kicsit “kocka” – egy készülék által generált file-ban (SYSCFG.TXT) kell módosítani adatokat, és azt menteni a kártya gyökér könyvtárába. A fájl létrehozásához kikapcsolt állapotban nyomjuk meg és tartsuk lenyomva a Mode gombot miközben a bekapcsolási gombot is nyomjuk folyamatosan amíg a piros LED 3x nem villan (~ 5sec). Ez alatt a folyamat alatt a narancs- és kékszínű LED felváltva villoghat. Ha megvan a piros, elengedhetjük a gombokat. Ha összekötjük a kameránkat a PC-vel, a konfigurációs fájlunkat aktuális beállításokkal megtaláljuk a kártya gyökérkönyvtárában. De ha nem vagyunk biztosak magunkban e téren, használjuk az mSetup programot.
A készülék firmware frissítése szintén elvégezhető manuálisan, illetve a már említett mSetup program segítségével. A kis program használata intuitív, nem igényel különös ismereteket, az egész folyamatot automatikusan levezényli. Egy dolgot azonban tudni kell, hogy a belső mikrokód, mely magát a flashelést végzi, nem támogatja a 32GB-nál nagyobb kártyákat, illetve nem olvassa, csak a FAT32 fájlrendszert! Azoknak, akik lő-árokban is képesek akarnak lenni a frissítésre, a manuális frissítést ajánlom:
másoljuk fel a firmware bináris fájlját (FWTLCAM.BIN) a kártya gyökérkönyvtárába,
kapcsoljuk ki a kamerát, és húzzuk ki a kábelt,
csatlakoztassuk a kamerát egy PChez, vagy kapcsoljuk be (ezután tilos bármit is nyomkodni a kamerán a folyamat befejezéséig): a kék LED előbb kigyullad (13mp), utána villog (7mp) és kialszik, ezután a narancssárga LED kezd el világítani rövid ideig, és nagyjából 4 másodperc után kialszik.
Ezzel a folyamat be is fejeződött, és a készülék készen áll újabb bevetésekre.
Kamera kézi beállítása (csak bátraknak). Ezt a folyamatot egy konfigurációs fájl létrehozásával kezdjük, mely tartalmazza a jelenlegi beállításokat: ehhez nyomjuk le az üzemmód és a bekapcsolási gombokat és tartsuk, míg a LED nem alszik ki. Csatlakoztassuk a kamerát egy PC-hez, álljunk neki a SYSCFG.TXT fájl szerkesztésének (ASCII nem UTF vagy UNICODE!). A fájlunk ehhez hasonló információt fog tartalmazni:
Date time=[2014/09/11-18:49:52];date time setting,format yyyy/mm/dd hh:mm:ss
Video Mode 1 resolution=[0];Movie resolution setting,0:1080p(Large AOV),1:1080p(Small AOV),2:720p(Large AOV),3:720p(Small AOV)
Video Mode 1 Frame Rate=[2];Movie frame rate setting,1:60fps (only for 720p small AOV), 2:30fps
Video Mode 2 resolution=[3];Movie resolution setting,0:1080p(Large AOV),1:1080p(Small AOV),2:720p(Large AOV),3:720p(Small AOV)
Video Mode 2 Frame Rate=[1];Movie frame rate setting,1:60fps (only for 720p small AOV), 2:30fps
Photo Mode Capture Size=[1];set photo size,0:2304x1536,1:1920x1080,2:1280x720
Set Time Lapse Shooting=[5],0:off,1:0.25s,2:0.5s,3:1s,4:2s,5:5s,6:10s,7:30s,8:60s
Photo Flip=[0];set Photo rotate,0:off,1:flip on
Movie cycle time=[4];movie cycle time,0:3 minutes,1:5 minutes,2:10 minutes,3:15 minutes,4:max to 4G byte,
Movie Loop Recording=[0];set loop recording on or off,0:off,1:on,
Time stamp=[1];set date/time stamp on or off,0:off,1:on,
Movie sound=[1];set movie sound,0:mute,1:on,
Movie Flip=[0];set movie rotate,0:both off,1:mode 1 on and mode 2 off,2:mode 1 off and mode 2 on,3:both on,
Movie quality=[1];set movie quality,set movie data rate,0:Super,1:Standard,2:Low,
Movie high dynamic range=[0];set movie high dynamic range,0:off,1:on,2:Enhanced Brightness.
Power on=[1];set system power on time,0:delay,1:fast
Power off=[1];set system auto power off time when system pending,0:off,1:30 seconds,2:1 minutes,3:2 minutes,
Auto Record with External Power=[0];set connect with power to start video recording automatically,0:off,1:on,
One Power Button to Auto Record=[0];set press power key to start video recording automatically,0:off,1:on,
Auto Off with External Power disconnected=[2],0:Immediately,1:delay 10s;2:record to low battery power off,
LED=[1];set LED flicker when recording,0:off,1:on,
Charge from USB Host=[0]; when connecting with USB host, charge camera or not,0:on,1:off
Lens option =[0];select lens,0:lens A,1:lens B
Light frequency =[1];set light source frequency,0:50 HZ,1:60 HZ
TV out=[0];set Tv out,0:NTSC,1:PAL,
TV Display Ratio=[1];set display ratio,0:4*3,1:16*9
Motion Detect=[0];set motion detect,0:off,1:on
Motion Detect Timeout=[1];set motion detect timeout,0:5s,1:15s,2:30s,3:60s
Motion Detect Sensitivity=[0];set motion detect Sensitivity,0:high,1:nomal,2:low
White Balance=[2];Set White Balance,0:Auto,1:Sunny,2:Cloudy,3:Tungsten,4:Fluorescent,5:Custom WB1,6:Custom WB2,7:Custom WB3
Sunny(5000-6500K) used for sunny with clear sky(Rgain=301,Ggain=256,Bgain=368);
Cloudy(9000-10000K) used for shade or heavily overcast sky(Rgain=301,Ggain=256,Bgain=384);
Tungsten(2500-3500K) used for Tungsten bulb (or called Incandescent light)(Rgain=184,Ggain=256,Bgain=711);
Fluorescent(4000-5000K) used for fluorescent lamps(Rgain=333,Ggain=256,Bgain=525);
Customized White Balance 1 Red Gain=[100],Green Gain=[100],Blue Gain=[100];
Customized White Balance 2 Red Gain=[256],Green Gain=[256],Blue Gain=[256];
Customized White Balance 3 Red Gain=[400],Green Gain=[400],Blue Gain=[400];
Set red ,green,blue gain,256 is 1x gain,value from 100 to 999;
Color Effect=[0];Set Color Effect,0:Standard,1:Mono,2:Sepia,3:Cool,4:Cooler,5:Warm,6:Warmer,7:Vivid
Exposure Value= [0] ;Exposure compensation,values from -128 to +128,In 1 increments,default value is 0,
Contrast= [+5] ;Set Contrast,values from -128 to +128,In 1 increments,default value is 0,
Saturation= [0] ;Set Image Saturation,values from -128 to +128,In 1 increments,default value is 0,
Sharpness= [0] ;Set Image Sharpness,values from -128 to +128,In 1 increments,default value is 0,
{TLCAM MOV:TLCAM Mobius ActionCam 2014/02/14 v1.17}
{LDTLCAM,v003}
Ahogy láthatjuk, a fájl tartalmazza a súgót is. Természetesen ez a fájl változhat újabb firmware megjelenésével. Ha nem akarjuk megváltoztatni a készülék belső órájának állapotát, érdemes az idő mezőt kicserélni [????/??/??-??:??:??].A készülék épségét kockáztató beállításokat a kamera eldobja. Mentsük a fájlt, csatlakoztassuk le a PC-ről. Ahhoz, hogy a fájl beolvasásra kerüljön, tartsuk lenyomva az üzemmód és a bekapcsolási gombokat, amíg a LED aktivitás nem szűnik meg. Ezután már csak indítsuk újra a kamerát.
Személy szerint nem látok benne nehézséget, de ezt mindenki maga döntse el, hogy fájlon keresztül, vagy GUI-n keresztül konfigurálja majd a kis “jószágot”. OTG kábelen keresztül már azt Androidos készülékünkön keresztül is beállíthatjuk.
Kamera belső világa.
Hasznos programok:
mSetup.zip – kamera konfigurációs programja, h2testw – teszteli a kártya minőségét és részben valódiságát, VLC MediaPlayer – alacsony gépigényű médialejátszó, AviDeMux – videó-konvertáló szoftver, VirtualDub – videó-konvertáló szoftver, WinMovieMaker – videó-szerkesztő program, ExtCam Mobius AC HD – készülék tesztelő szoftver (Android), OTG Status – kábel és készülék státuszának lekérdezéséhez (Android), aMCA Mobius AC – kamera konfigurációs programja (Android),
– késik a belső óra, ~1perc hetente
– megoldás: rendszeres manuális frissítés
– gyári fókusz nem mindig optimális
– lencserögzítő csavar kioldása után állítható
– a videó kimenet nem tölti ki az analóg megjelenítő képterületét
– érdemes a Photo mode-ban is megnézni
– egyes videó-szerkesztő szoftverek nem, vagy hibásan kezelik a MOV kiterjesztésű fájlokat
– kodek csomag letöltése a www.codecguide.com-ról ajánlott
– kártyatartó nem minden esetben rögzíti jól a kártyát
– egy kis cellux megoldja a problémát
– kamera közelében nehézkes a GPS vevő működése
– sajnos a hűtőborda antennaként működik, úgy kell árnyékolni, hogy a bordák hőleadó képessége ne csökkenjen. Ügyesebbek fémből készítik el a kamera házát.
Nem egy mai termék a címben említett rádió, de ahogy mondani szokás — “szebbet készítettek, de jobbat nem” (még mielőtt megköveznének, megemlítem, hogy ez egy teljesen szubjektív vélemény :)). Lényegében korának két stílusát ötvözte az európai számos kapcsolók és potméterek készletét egy kompakt japán dobozba zárva. Több név alatt is megjelentek ezen rádiók a katalógusokban: T9ZAP (T9ZHP – helikopteres verzió), PCM1024ZA, FP-9ZAP, ráadásul 3 verzió is készült belőle: sima, vagyis T9Z, T9Z WC II és T9Z WC II (WC a World Champion rövidítése; az új funkciók a motor üzemanyag-keverék és giroszkóp beállítás, illetve a WCII több 3-állású kapcsolót tartalmaz). Fizikai kialakítása elég zsúfolt — 8 kapcsoló, 4 trimerpotméter, 4 dupla állású trimelő kapcsoló a botkormányoknál, botkormányok, tachométer szenzor, 2 kapcsoló a hátoldalán gyors orsóhoz, hatalmas kijelző a saját 18 dinamikus gombjával (menünként változhat a gombok funkciója, de a feliratok a kijelzőn súgnak) —, egyben kicsit a bőség zavarát kelti az új felhasználóban, de egy kis gyakorlással elsajátítható. A10 modell memória maximum 8 repülési üzemmóddal modellenként tágas teret nyújt beállításaink tárolásához, és ha mégsem, akkor a tárolt modellek száma bővíthető CAMPack memória modullal (+16 modell repüzemmód). Ugyanazon repülési üzemmódok, sajnos, nem használhatók fel eltérő modellekben, illetve a belső memóriában és a memóriamodulban tárolt repülési üzemmódok nem használhatóak egy modellben, ettől függetlenül, az összesen 66 üzemmód általában kielégíti egy átlagos modellezőnek igényeit. Kábel segítségével a modellek átmásolhatók egy másik T9Z távirányítóba, így az oktató és a tanuló rádiók gyorsan szinkronizálhatóak. Ha egy DSC- vagy oktató-kábel csatlakoztatjuk, esetleg az A + R gombok lenyomva kapcsoljuk be a távirányítót, akkor a frekvenciamodul nem aktiválódik (ON AIR nem villog). Ezzel a megoldással még egyszer ellenőrizhetjük a beállításainkat, mielőtt élesítenénk a rendszert.
A rádió programozása első ránézésre nem túl felhasználóbarát, azonban egy kis gyakorlás után beállítások széles skáláját tudhatjuk magunkénak. Helyenként a jól bevált Robbe FC-28 köszön vissza a menüből. A menük hárombetűs rövidítései néhol nem túl sikeresek, és a felhasználói útmutató is helyenként logikátlan, de egy komplex eszköz leírása nem felelhet meg mindenki igényének. Példák megoldásán keresztül talán gyorsabban elsajátítható a rendszer. Egyes beállítások megtalálása igazi kihívást jelent, azonban valahol ott vannak a rengetegben.
A 9Ztípusú rádiók menüjét négy, funkcionálisan jól elkülönülő szintbe szervezték. A rendszer programozását a O, P, Q gombokkal kezdjük, attól függően, hogy az egész rendszer beállításait, a modell általános beállításait vagy a repülési üzemmódot szeretnénk módosítani — az R gomb segítségével visszatérhetünk a fő képernyő nézetbe. A menükön belül a beállításopciók hárombetűs rövidítései 3 × 7 mátrixban helyezkednek el (összesen 39-49 modelltípustól függően). A B, C, D gomb segítségével választjuk ki a megfelelő sort, az F – M gombokkal pedig a megfelelő elemet a sorban. Beállítások során megjelenő NXT jelöli, hogy további beállítási lehetőségek is vannak, csak nem fértek el a kijelzőn vagy más aspektusát állítják a funkciónak. Egyes beállításokat, például a csatornaszám kiválasztását, vagy a számérték bevitelét a kijelző alján megjelenő, gombokhoz előre hozzárendelt értékek jelennek meg. Finombeállításokat a + és a – a gombok segítségével végezzük. Az SWT menü aktiváló gomb, míg az STK egy kar aktiváló tartományának hozásrendelését segíti egy adott funkcióhoz. A SET gomb az analóg bemenetekről való adatok beolvasását és rögzítését szolgálja. Egyes funkciókhoz hozzá tudunk rendelni bizonyos késleltetési időt – DELAY, illetve egy finomhangoló potmétert VOL — ezzel leszállás nélkül is be tudjuk állítani a kívánt értékeket. A beállítások mentése automatikus, a menüt az END vagy a PRE gomb megnyomásával hágjuk el. Mindig érdemes ellenőrizni, hogy a kívánt adatok mentésre kerültek-e. A beállítási menük hárombetűs rövidítéseket egy több-szárnyszervós (4-s, 5-s) vitorlázó beállításán keresztül ismerhetjük meg legkönnyebben.
A főmenü (HOM) gyűjti össze azon adatok kijelzését és kezelését, melyek repítés során közvetlenül hasznunkra lehetnek: időzítők, feszültségmérők, tachométer, trimek. Ezenkívül ezen a felületen jelennek meg a riasztások illetve repülőmódélünkkel kapcsolatos információk. Rendszerszintű beállítások. Ezen a ponton feltételezem, hogy a System Settings menü nem okozott gondot, és egyértelmű a MSL — modell kiválasztás, a CPM — a modell másolás vagy a CPC — üzemmód másolás, sikerült kipróbálni a tachométert (TAC) egy kompakt csövön (3000Hz), megfelelő kábel birtokában (DSC) sikerült feszültséget mérni (VLT) és adatot továbbítani egy másik rendszernek (DTN). A UNA pontban már ott a nevünk a PAR már igényünk szerint beállítva és a SRV sevrómozgást bemutató hisztogramok is elfáradtak a gyakorlástól. Ezután jöhetnek azon beállítások, melyek hatással lesznek a modellünk viselkedésére és jelentősen eltérhetnek modellenként. Modell szintű beállítások. Ha már kiválasztottuk a megfelelő modellt a SYS>MSL pontban, akkor MDL menüben számos modellre jellemző általános beállítást végezhetünk: teljesen vagy részlegesen törölhetünk a beállításaikon (RST), átnevezhetjük a modellt (MNA), beállíthatjuk a rádió impulzus modulációját (PMD — PCM vagy PPM,— 2,4GHz adómodul esetén az utóbbi szükséges). Abban az esetben, ha PCM modulációt használunk, az F/S pont alatt a Fail Safe vagyis azokat az értékeket, melyek érvénybe lépnek, ha a vevő nem kap jelet az adótól állítjuk. A BFS almenü alatt a gázcsatorna értékét tudjuk beállítani arra az esetre, ha az akkumulátor feszültsége a kritikus alá esik. A TYP menüben a modell típusát tudjuk kiválasztani (pl. s-4 vitorlázó). Ezután elvégezhetjük a bemeneti szervek hozzárendelését a csatornákhoz (FNC — szabadon választhatunk a botok, potméterek, kapcsolók között), illetve a szervók mozgási irányát igény szerint meg is változtatjuk a REV menüpontban. Egy ritkábban használt beállítást is a modell szekcióban kapott helyett az ALT — a tréner gomb alternáló üzemmód aktiválása teszi lehetővé (egyszer fel — BEKAPCS, még egyszer fent — KIKAPCS).CH9-a távirányító 9. csatornája csak kapcsoló csatorna, analóg bemeneti eszköz nem rendelhető hozzá. [Gallery not found]Home;System;Model;Condition;SWT, VOL,Expo Repülési üzemmód beállítása — bár nem egyedülálló, azonban, rádiónk legfontosabb funkciója (CND). Egy repülőmodellhez akár 8 repülési üzemmódot is rendelhetünk. Ez annyit jelent, hogy a különböző repülési szakaszokban akár teljesen más vezetési technikát is alkalmazhatunk, és több beállításon is változtathatunk egy kattintással: vég- és közép-állások, mixek, kettős kitérések, reakciófüggvények, offset-ek, időzítők. Ezáltal repülési szakaszonként optimális előre beállított opciókkal repülhetünk. Ezzel a technikával, agilis manőverekből finom precíz műveletek elvégzésére alkalmas konfigurációba válthatunk.
A CNA menüpontban átnevezhetjük az üzemmódot, hogy legközelebb is tudjuk, mire való. Az STM, az ATV, az AFR és a D/R és az üzemmód általános beállításait segítik elő.
Mechanikus sérülés elkerülése érdekében, leakasztott szervókarokkal érdemes nekilátni a szervók tesztelésének, ugyanis, még a bontatlan szervók sem mindig középállás jellemzi. Ha megjárattuk a szervókat, és meg vagyunk velük elégedve, fel lehet rakni a karokat, méretezni a tolórudakat, és ha másképpen nem oldható meg, akkor finomhangolni az irányított felületek középállását szubtrimekkel (STM). Túl nagy eltérés esetén érdemes a tolórudak pozícióját, hosszát felülvizsgálni és inkább a modellen célszerű állítani. Az ATV — a szervók maximális kitéréseit állíthatjuk be, megakadályozva a szervók/felületek mechanikus sérülését. Az ATV minden üzemmódban aktív, ezért beállítása kötelező.(NORál beállítás csak a közvetlen bemeneti eszközök kimeneti jelet korlátozza, míg LIMit beállítás abszolút, és az esetleges mixek által okozott túlvezérlést is megakadályozza.) A lassítás beállítása akkor célszerű elvégezni, ha eltérő középállásértékeket állítottunk be a szervóinknak eltérő repülési üzemmódokban, így az átmenetet fokozatossá lehet tenni (20%~1mp; futóművek kioldására is használható). Az AFR segítségével a bemeneti eszközök végállásainak értékét és válaszgörbéjét állíthatjuk be (lineáris, kiegyenlített – EXP16% vagy exponenciális legyen). D/R — kettős végállás és exponenciális járat módosítását teszi lehetővé tetszőleges három csatornán kapcsoló segítségével (nem túl szerencsés kialakítás, FF8 és FF9 sokkal természetesebb a kezelése), lényegében, egy masodlagos, harmadlagos AFR beállítás.
Ennél a rádiótípusnál minden modell minden egyes repülési üzemmódjához saját külön trimelő beállítást menthetünk le. (TRM – a digitális trim a főmenüből is elérhető) A trimértékek kezelését ráadásul két szinten kezeli: current – C, vagyis jelenlegi, és memory – M, vagyis tárol trim beállítás. Ez kiváló terepet nyújt a kísérletezéshez, és ha nem tetszik az eredmény, az M>C gombot megnyomva memóriában tárolt értékeket előhívhatjuk. Minden trimmer gomb egyénileg testre szabható: a kis- és a nagy lépték mértéke, ismétlési sebessége. Ezenkívül két trimelési típus között is választhatunk: NORmál, vagyis középérték körüli trimelés és ATL –alacsony érték körüli trimelés, mely pl. a gázkar trimelésnél használatos kis fordulatok beállításánál. Ezenkívül, a beállíthatjuk, hogy egyes trimállító gomb SEP — elválasztott, vagyis csak az aktív repülési üzemmódra hat, vagy pedig kombinált (CMB), és minden üzemmód trimértékeire hatással van ahányszor használjuk. természetesen, beállítható a középértéken való hangjelzés is. Trim1, Trim2
Eddigi beállítások egy alap gép beállításait és finomhangolását kielégítik, de ha a csatornák függőségét illetve bizonyos manőverek hibáit korrigálni akarjuk, szűkségünk lesz a programmixelésre. Programmixelési lehetőségek. Egyes beállítások eltérnek repülőmodellünk típusától függően; ezt a rádiónk menüje is tükrözi. Ahogy korábban is szó esett róla, gyakorlati megvalósításon keresztül könnyebben elsajátíthatóak a lehetőségek. Talán egy negy szárnyszervóval szerelt vitorlázó kellően bonyolult ahhoz, hogy a fontosabb aerodinamikai mixeket röviden bemutassuk. ADF — két feladata van: egyrészt összehangolja a két csűrő csatornára kötött szervók működését (1.AIL, 7. AU1), másrészt, a csűrők aszimmetrikus kitérését teszi lehetővé egy koordinált fordulóban (nagyobb kitérés fel, kisebb le), potméterrel trimmelhető beállított érték ±25% tartományában. Az utóbbi feladatát akkor is elvégzi, mikor a szervók flaperon mixben vannak. FPN — flaperon mix lehető teszi, hogy a csűrőinket ívelőként is használhassuk. Ehhez a szervókat az 1.AIL illetve a 6.FLP csatornakra kötjük, aktiváljuk a mixet. A mix menüjében megtaláljuk az ívelő ofszet beállítási lehetőségét, vagyis az ívelés kezdeti pontját és a kitérés mértékének tudjuk szabályozni.
Az ADF és az PFN nem lehetnek aktívak egy időben, azonban a differenciál csűrést trimelő potmétert megadhatjuk így is az ADF menüben, vagyis a Flaperon beállítás kombinálhatja mindkét beállítás funkcióit. A→R — csűrő-oldalkormány összekapcsolását végzi, ellenállás csökkentése érdekében a koordinált fordulókban (10-15%, nagyobb sebesség esetében 0-5%, orsónál 0- -2%). ABE/ABK — légfék – csűrők fel-irányban való kitérítése, féklapok, ívelők teljes kitérítése megnöveli a repülőgép ellenállását, magassági kormány kompenzációja ellengethetetlen a fékező elem (féklap, ívelőlap, futómű) kitérésének megfelelően. ALV — differenciált magassági kormány – felhajtóerő kompenzálását segíti eltérő sebesség föggvényében, ha a motorelhúzás nem elegendő.
ASF — csűrő-oldalkormány összekapcsolása, ezzel nagyobb csűrő felületet biztosítva a fordulók kivitelezéséhez, ami egyrészt csökkenti a kitérítés igényét, másrészt biztosítja a csűrés hatékonyságát az átesés-közeli helyzetekben. ESF — magassági-ívelő összekapcsolása nagyobb fordulékonyságot ad a repülőgépnek olyan manővereknél, ahol magassági is használva van. Használata egyes profiloknál nem ajánlott, ugyanis erősen megnövelheti a szárny légellenállását. SPF — ívelőlapok használatakor fellépő egyensúlyi zavar kompenzálására szolgál, trimeli az repülőgépet magassági kormánnyal és növeli az ivelő felületét csűrőkkel. SFT — ívelő felületek középállását állítja, trimmeli. BFY — hatékony fékezési megoldás földnélküli gépekhez. Működése során megemeli a csűrőket, leereszti az ívelő lapokat, teljes útja a 6. csatornával szabályozható.Alapértelmezettként a VR(A) vagy LD van hozzárendelve, de az SF2 kontrollját hozzárendelhetjük a J3 gázkarhoz. BYE — egyensúly megtartása végett trimeli a gépet magassági kormány eltérítésével, amikor aktiváljuk a “pillangó” féket.
TM1, TM2 — több csatorna trimelését engedélyezi egy kapcsolóval (AIL, ELE, SF). Folyamatos átállás érdekében lassítást is tudunk állítani. TM2 magasabb prioritással rendelkezik, de egy 3 állású kapcsoló használata is megoldható. (Start Ofs, Speed Ofs, Termal Ofs) TOF — trim offset works hasonlít az szubtrim beállításhoz, azonban eltérő értékeket engedélyez különböző repülési üzemmódokhoz. PMX — öt szabadon állítható mix, mely segítségével tetszőleges csatornákat vegyíthetünk, és ha úgy adja a szükséglet, láncolhatjuk is.
Ősszegezve egy általam használt sorrend a modell beállításához:
MSL – modell kiválasztása,
MNA – elnevezése,
TYP – typus beállítása,
RST – minden beállítás törlése,
CSL – alap üzemmód kiválasztása,
CNA – üzemmód átnevezése (általában NORM),
FNC – bemeneti eszközök hozzárendelse a bemeneti jelekhez (SF1 -J3, SF2 -SL),
A→R – (AILTtoRUD) csűrő-oldalkormány összekapcsolása ellenállás csökkentése érdekében fordulókban (10-15%, nagyobb sebesség esetében 0-5%), érdemes a gyors üzemmódot választó gombbal vezérelni, trim ±25%,
Ha már összeraktuk a CNC masinánk mechanikáját, a motorok bedrótozva, kézzel finoman megmozgattuk a tengelyeket, és nem feszülnek, akkor itt az ideje megtanulni “beszélgetni” vele. Ehhez szükségünk lesz egy motorvezérlő kártyára (egy- vagy többtengelyes), számítógépre (de lehet akár egy laptop, mikroPC, telefon), azon egy szoftverre, ami jeleket formál és küld a vezérlőkártyának LPT, COM, USB, IrD, de akár Wi-Fi kommunikációs csatornán, és sok türelemre, míg ezeket összehangoljuk.
Kezdjük talán a PC-vel. Legtöbbünk számára már ismerős eszköz, sőt, mindennapi segítőtárs, barát (örülünk, ha megfelelő információval lát el, és aggódunk, ha “gyengélkedik”). Kevésbé ismert lehet azonban az a terület, ahova most indulunk, a PC “lelke”: a BIOS. Ez egy kis csip, mely egy kis programot tartalmaz, és az a feladata, hogy kapcsolatot teremtsen a hardver – a vas – és a szoftver – a program – között. Többek között BIOS-ban tudjuk engedélyezni/tiltani bizonyos eszközök elérhetőségét, illetve integrált eszközök beállítását elvégezni. Ezekből számunkra az Integrated Peripherals->Parallel Port beállításai az érdekesek. Itt állítjuk be a párhuzamos port működési üzemmódját (Normal, ECP, EPP), a port memória címének helyét (0x0278, 0x0378,0x03BC) és az IRQ (megszakítás) számát. Ezeket az értékeket meg kell adni a Mach3 program kártyameghajtó szoftverének is később, hogy megfelelően tudjon kommunikálni a vassal. Ezután jöhet a mentés és az operációs rendszer indítása. CNC meghajtó szoftver létezik több operációs rendszerre, de mivel a Mach3 szoftver az egyik legnépszerűbb a hobbi esztergálók között, ezért Windows operációs rendszerre lesz szükségünk, ráadásul az egyik korábbi verziót ajánlanám (W2000, W2003SR2, XP), mert azok még nem akadályozzák a felhasználó munkáját. Az én választásom egy lebutított W2003SR2Sp2-re esett, mert egy matuzsálem PCn is elfut (AMD Athlon 1500, 1GB RAM, 40GB HDD), és a hobbi eszközöknél a hatékonyság a fontos, nem pedig a félig-áttetsző ikonok sokszínűsége. A Mach3 CNC kezelő szoftver telepítése két módban lehetséges: demó és teljes. Demó verzió négy pontban korlátozva lett a teljeshez képest:
csak 500 G-kód sorig fut,
a G-kód csak az elejétől indítható, megadott sorból nem,
csak 25000Hz léptetési frekvenciával működtethető,
egyes kiterjesztések csak teljes verzióra telepíthetőek,
de ezek legfőképpen a megmunkálás sebességét korlátozzák, illetve ezek miatt a bonyolultabb művelet kicsivel több emberi munkát igényel. Hobbi területen talán elfogadható ez a kompromisszum a komplex integrált megoldásokért cserébe. Magát a szoftvert magyarországi viszonteladóknál (t2cnc) vagy a fejlesztő csoport oldalán (ArtSoft) letölthető, megvásárolható. Magyar nyelvű leírás a szoftverhez és CNC programozásához szintén elérhető Sasovits Sándor oldalán és biztonsági másolat kedvéért az oldalunkon (Mach3HU).
LPT port és kábel teszteléséhez (mert bárhol megbújhat a kisördög) Parallel Port Viewer java alkalmazást használhatunk, melynek használata egyszerű és intuitív. Futtatásához szükségünk lesz egy JVM-re (Java Virtual Machine), mely az Oracle oldaláról letölthető szintén ingyen. Ha már mindkét alkalmazást felraktuk, következhet egy gyors újraindítás és lehet vizsgálni, hogy a párhuzamos port az előírtaknak megfelelően működik-e.
Első lépésként a Windows meghajtószoftver beállításait ellenőrizzük: Sajátgép->Tulajdonságok->Hardver->Eszközkezelő-> Nyomtató port->Tulajdonságok, ahol a port memóriacímét és megszakítását ellenőrizhetjük. Parallel Port Viewer elindítása után beállíthatjuk a port memóriaregiszterek értékét egérrel (csak a 1, 2-9, 14, 16, 17 portok használhatóak kimeneti jel továbbítására, 18-25. lábak földre vannak kötve). LPT vezeték teszteléséhez egy túlfeszültség védelemmel ellátott diódát szoktam használni egy sorosan ráforrasztott 470Ohm-os ellenállással. Ha egy LED-nél nagyobb terhelést szeretnénk rákötni (20mA) egy tüskére, érdemes optó-leválasztást végezni (4n25 ~150mA-ig terhelhető).
HYTB5HV 5-tengelyes motorvezérlő és a Mach3 házasítása bár eltér a korábbi kártyáktól, azonban jól van dokumentálva a használati útmutatóban. Pár szóban a kártyáról: a vezérlés lelkét az 5 darab Toshiba TB6560AHQ léptetőmotor-vezérlő chip alkotja, mely akár 3,5A árammal is képes ellátni a motorokat, és lényegében ezeknek az integrált sémáknak a tulajdonságait hordozza a kártya többszörös kivitelben. A csipek bemenetelét opto-leválasztókkal elektromosan szeparálták a PC elektronikájától és kiegészítő csatlakozókkal látták el, hogy vezér-, illetve visszacsatoló-egységeket lehessen kötni a kártyára. A kártyán megtaláljuk a maró motor reléjét is, ami akár 7,5A arám kapcsolását is elvégezheti 36V feszültség mellet. Motoronként 3 jel szükséges vezérlésükhöz: Enable, Impulse, Direction (engedélyezés, impulzus, irány), vagyis meghatározzuk, hogy a motor kap-e áramot vagy sem, forog-e, és ha igen, melyik irányba és milyen sebességgel. Ezenkívül DIP mikrokapcsolóval be tudjuk állítani a léptető motor nyomatékát (max.3,5A, 3/4, 1/2, 1/5), mikroléptetés mértéket (1/1, 1/2, 1/8, 1/6 – 3200 lépés fordulatonként), illetve a fázisok közötti átmenetek meredekségét. A PC illetve Mach3 szoftver párhuzamos porton közli a kártyával a szándékait, de ehhez pontos beállítások szükségesek.
Minden lényegi beállításunk a Configmenüben kezdődik. Select Native Unitsmenü a metrikus és az angolszász mértékegységek közötti átváltást teszi lehetővé — csak a motorok beállításánál van jelentősége, a programkódoknál nem számít. Azonban, hogy a gépezetünk életre keljen, a Port and Pins menüben szükséges a csatoló felület beállításait rendezni. Ezen beállítások felelősek a vezérlő kártyával történő kommunikációért, helyes beállításuk kötelező jellegű. Port Setup and Axis Selectionfül Port#1 konfigurációs értékkel már találkoztunk a BIOS, és a Windows LPT beállításainál. A szoftvernek is tudnia kell, hol találhatóak a párhuzamos port regiszterei, ugyanis saját meghajtószoftvert használ. Figyeljük meg, hogy a Mach3 két LPT portot is képes kezelni egyszerre. Ez majd a ki- és bemeneti jelek konfigurálásánál kap szerepet. A kernel sebességének a beállítása is szükséges lehet, különösen, ha gyorsabb motorokkal, kártyákkal dolgozunk. TB6560 esetén a 35 KHz kernel sebesség pont jó. Motor Outputs – életbevágó beállítások, minden esetre, a gép szempontjából ez teljesen igaz. Ezen táblázat adatai elmondják a Mach3 szoftvernek, hogy a párhuzamos port mely csatlakozóin milyen vezérjeleket szükségeltetik elküldeni. Az első oszlopban (Enable) beállítjuk, hogy foglalkozzon-e a jel képzéssel, vagyis fogjuk-e használni az a tengelyt. A második oszlop (Step Pin#) a sebesség impulzus jelek lábainak a számát tartalmazza, a harmadik (Dir Pin#) pedig a forgásirányt megadó tüskéinek a számát tengelyenként. A StepLow Active és a Dir Low Active a jel negálását szolgálja, vagyis akkor lesz aktív (pozitív) a jel a port kimenetén, ha a szoftver 0-t küld ki. Erre azért van szükség, hogy a negált kimeneteket— ilyenek például az LPT port 1. 14. 17. tüskéi — megfelelő jelszinten lehessen tartani. A Step Port és a Dir Port értékét 1-re kell állítani (kivéve, ha több LPT portot használunk). A csatolt kép tartalmazza az 5-tengelyes vezérlőkártya helyes beállításait. Output Signals tartalmazza azokat a vezérjeleket, melyek nem közvetlenül a tengelyek vezérléséről szólnak, hanem a vezérelektronika üzemi állapotát állítják be (H-híd feszültség alá helyezése, mikroléptetés, lecsengés sebessége). Számunkra az Enable 1-5 lehet érdekes, ugyanis ez a jel engedélyezi a motor üzemeltetését. Kártyánk esetében ez a jel közösítve van és a 14. portcímen kell küldeni a jelet. Itt is megtalálhatók a Port #, Pin Number és az Active Low beállítási lehetőség.
Input Signalsvégállás érzékelők jeleinek a bemeneti tüskéit határozzuk meg (pozitív — ++, negatív — —, és alaphelyzet — Home). Kártyánk összesen három ilyen tüskével rendelkezik (LPT 10-12.), vagyis három érzékelő állapotát tudjuk jelezni a szoftver felé függetlenül. Jobb, bal végállását ebben az esetben célszerű közösíteni, vagyis két érzékelő jeleit párhuzamosítani, esetleg OR logikával házasítani, de sorosan is lehet kötni, az a fontos, hogy a célunknak megfelelően alakuljon a jel. Ha CNCnk nem tartalmaz még érzékelőket, tegyük inaktívvá a bemeneteket, mert akadályozni fogja a szoftver inicializálását, vészleállás állapotból való visszatérését.
Még egy bemeneti jelet találunk az LPT port 13. tüskéjén — a vészleállás gombjának a jelét (EStop). Ez a beállítás a legördülő lista közepén található, és beállítása minden valamirevaló CNCnél kötelező. Ennek a jelnek a hatására a végrehajtási ciklus azonnal leáll, minden motor fékeződik. Hibaelhárítás után a ciklust elejétől vagy a megszakítás helyétől igényünk szerint újraindíthatjuk. Abban az esetben, ha hibásan jelöljük be a jelszint alapértékét a ciklus el sem indul, és piros gomb villog majd a szoftver aktuális nézetében. Ilyenkor a [RESET] gomb megnyomásakor a szoftver értelemszerűen kiírja a leállás okát is. Érdemes kipróbálni a vészleállás és a [RESET] gomb működését ismerkedés gyanánt — lássuk, ki tudjuk-e léptetni a rendszert vészleállítás üzemmódból? :)
System Hotkeysbeállításai megadják a lehetőséget arra, hogy a CNC gépünket akár billentyűzetről is irányíthassuk. Ehhez a megadott irányokhoz billentyű parancsot kell illeszteni (általában ←, →, ↑, ↓, PgUp, PgDn). Ezen billentyűk beállítása után már tesztelhetjük is a motorokat, legjobb, ha egyesével, ha a főnézet Tool Information mezőben található Jog ON/OFF gomb aktív (zöld keret szegélyezi).
Diagnostics nézetet előhívó gomb a nézetünk felső-közép részén található, vagy [Alt+7] kombinációval előcsalogatható. Ez az ablak a berendezésünk tesztelésére szolgáló kis programokat tartalmazza. Egyik ilyen a Servo Frequency Generator —ennek a programnak a segítségével megkereshetjük azt a frekvenciát, melynél feljebb a motor mechanikája már nem tudja követni az elektromos jel változásának sebességet és “megcsúszik”. Terhel motor esetében még alacsonyabb sebességgel kell küldeni a vezérimpulzusokat. Ennek a frekvenciának az ismeretének a következő menüben még hasznát vesszük.
Motor Tuning menü adja meg azt a lehetőséget, hogy a motorok dinamikáját meghatározzuk, vagyis megadhatjuk a másodpercenkénti impulzusok számát, a motor maximális sebességét, a motor gyorsítási paraméterét — ebből a szoftver a G erőt is kiszámítja —, és az impulzusok szélességét. Az eszközök változatossága miatt a folyamatot egy példán könnyebb bemutatni.
Motorjaink 200 lépes/kör felbontással rendelkeznek (1,8°/lépés),mikroléptető kapcsolónk 1/16 állásban, vagyis összfelbontása a motornak: 200×16=3 200 lépés/fordulat. A motor direkt hajtja meg a tengelyt, vagyis 1:1 az áttét értéke. A tengely menetemelkedése (milyen messze mozog az asztal az orsó minden egyes elfordulásakor):10mm. Ebből számolható, hogy az 1mm megtételéhez 3 200/10=320 impulzus szükséges, és egy impulzus 0,03125mm elmozdulást eredményez (sajnos a mechanikánk minőségéből kifolyólag nem fogja tudni követni, de megfelelő korrekciós eljárások segítségével kompenzálhatjuk az elméleti értékektől való eltérést). A Motor Tuning alján található mezőket kitöltjük: lépes/mértékegység (az esetünkben 320), ezután lehet kicsit szórakozni: csúszkákkal állíthatjuk a motorok sebességét és gyorsulását. Eközben már lehet vigyorogni és menteni rendszeresen a [Save Axis Settings] gomb segítségével.A Velocity és Acceleration csúszkákkal próbáljunk találni egy olyan sebességet és gyorsulást, ahol a motor simán fut akadozás, lépésvesztés nélkül. Egyes vezérlők hosszabb lépés-impulzust igényelnek, amit a Step Pulse beállításnál módosíthatunk. Az alapbeállítások elvégzése után lehet foglalkozni a gép végső összeszerelésével, az egész gép hangolásával és kalibrációjával.
Ha már egyben van a gépünk, az alkatrészek egymáshoz fűzött viszonyát is górcső alá kell venni. A gépeken normális esetben jobbsodrású koordináta-rendszert használnak, ezért a 3-tengelyű marógép esetében, a gép előtt állva az X tengely balról jobbra mozog, az Y tengely tőlünk távolodva, a Z pedig lentről felfelé és vissza (leírt irányok pozitívak) — minden mozgás maró szerszámra értendő, és nem az asztalra. Ha a billentyűzet gombjait használjuk, akkor a számlálók a főnézeti ablakban ennek megfelelően növekednek (pozitív irányok: →, ↑, PgUp), vagy csökkennek (negatív irányok: ←,↓, PgDn). Ha a számláló és a szerszám iránya nincs szinkronban (felfele számol, miközben a szerszám negatív irányban mozog),meg kell fordítanunk a motor irányát a Ports and Pins, Motor Outputs Dir Lowfülén található táblázatban, beállítva a Dir LowActive értékét ellenkező értékre vagy a motor megfelelő vezetékeit szükséges felcserélni.
Motor Home/Soft Limits menüben határozzuk meg a Home pontokat, vagyis azt, hogy hova szereltük fel az alaphelyzeti kapcsolókat, illetve melyik oldalon helyezkednek el a motor mozgásteréhez képest — hova mozduljon, ha azt a parancsot kapta, hogy Go Home. Ebben a menüben meg tudjuk adni azt is, hogy a maximális sebesség mekkora töredékével közelítse meg a rendszer az alaphelyzeti pontot — minél lassabban közelíti, annál precízebb a pont megtalálása(kb. 15-20% érték elfogadható eredményt nyújt). A SlowZone az a távolság a végállástól, ahol a gép lelassul. Az AutoZero opció engedélyezi az automatikus számlálók lenullázását alaphelyzeti pont elérésekor. HomeNeg – megjelölésével meghatározzuk, hogy a mozgástérhez képest az alaphelyzeti pont legtávolabbi negatív pozícióban legyen, így a motor mozgástere mindig pozitív. A Home. Off – segítségével korrekciót végezhetünk abban az esetben, ha az érzékelők nem az út végén vannak, vagy a koordinátarendszerünk O-pontját nem az út végére szeretnénk tenni. A gép alaphelyzetbe állítása. Ha beállítottuk a megfelelő szenzorértékeket, alaphelyzetbe állíthatjuk a gépünket a fő képernyőn található RefAll Home (a betűk függőlegesen vannak felírva), de álljunk készen megnyomni a vészleállító gombot, ha a szerszám rossz irányba mozdulna el. Ebben az esetben a “rosszalkodó” tengelyen változtassunk a HomeNeg értéken. A gép végállásainak beállítása. Arra az esetre, ha a G-kód vagy mi manuálisan túlvezérelnénk a gépet, vagyis a fizikailag lehetséges pályán túlra küldenénk a szerszámot, szükséges egy biztonsági megoldás, amely hibajelzéssel megakadályozza ezt. Erre szolgálnak a SoftMax és a SoftMin beállítások. Pozitív tartományban a mozgó tengelyek esetén a SoftMin értéke 0, mig a SoftMax a lehetséges út hossza mm-ben (vagy hüvelykben). Negatív mozgástér esetén a SoftMax egyenlő a 0-val, míg a SoftMin az úthossz negatív előjellel. Tesztelésnél állítsuk a gépet alaphelyzetbe, engedélyezzük a SoftLimits gomb megnyomásával a szoftveres korlátozást (ettől a gomb kerete kizöldül). Ha túlvezéreljük, egy Soft Limits Movement Aborted üzenettel leáll a gép.
Beállítások biztonsági mentése. Mivel minden beállításunk egy fájlban található, ezért keressük meg a Mach3 szoftver mappájában a Mach3Mill.xml állományt és másoljuk több példányban át külső tároló egységekre vagy adatfelhőbe (cloud-ba).
És mindez csak a kezdet ;)
Mint sok-mindenki más, én is alkalmatlan vagyok ugyanazon munka többszöri elvégzésére. Egyszerűen tiltakozik a szervezetem, nem áldott meg a természet, genetikai inkompatibilitás, unalmas. De bármi is legyen az oka, megtaláltam a jó megoldást! Nem más ez, mint a modern elektronika, informatika és a kiforrt mechanika sikeres ötvözete – a CNC. Tökéletesen alkalmas arra, hogy legyártsak valamit vele újra és újra, és újra, és újra… (megmondom őszintén, még a legépelése is rossz). Na de mi is az a CNC?
CNC (Computer Numerical Control) – vagyis szám-vezérelt szerszámgépezet. A lényege az, hogy ilyen vagy olyan módon közöljük a szerszámgéppel, hogy hajtsa végre a következő lépéseket. A számítógép számol és utána megfelelő elektromos jeleket küld a meghajtó illetve megmunkáló elemek elektronikájának cél tárgy elkészülése érdekében. Könnyen belátható, hogy a parancssorozatot ki lehet adni újra és újra, minek eredménye újabb és újabb legyártott elem. Jelentős előnye, hogy a számítógépek alkalmazása lehetővé teszi az egyidejűleg több tengely mentén végzett és nem egyenes menti mozgásokat is, legyen szó maró, eszterga, köszörű, szikra, vízsugár, lézer, lemezalakító, hegesztő berendezésről. Megfelelő karbantartás mellett ezen gépek állandóan nagy precizitással működtethetőek. Emellett a CNC vezérlőegység több részegységet irányít: felügyel a gép kiszolgáló egységeire (kenés, hűtés, adagolás, rögzítés, szerszámcsere…), a biztonsági reteszelésekre, állapot kijelzésre; különböző kompenzációs feladatokat lát el (hődeformációk, felületi hibák, …), bonyolult matematika műveleteket végez, térbeni pályagörbéket határoz meg.
Egy pár szót ejtsünk a CNC helyéről is a többi szerszám és gép között. A bonyolult NC gép beszerzési ára miatt a gép költségek általában magasak, azonban az előkészületi költség kicsi. A hagyományos, mechanikus vezérlésű automatáknál ez éppen fordítva van. Egy bizonyos darabszámnál kisebb gyártási volumen esetében a számvezérlésű gép lesz gazdaságosabb. A számvezérlésű gép felépítésénél fogva ugyanakkor még, például adaptív vezérléssel, jobban biztosítja a maximális, illetve optimális teljesítményt, amely gazdaságosságát növeli. Történeti szemszögből, a CNC gépek visszanyúlnál az XIX. század elejére, mikor egy francia selyemszövő és mechanikus, J. M. Jaoquard, lyukkártyákat alkalmazott a szövőszékeken (1808).
A hagyományos és az NC-gépek közötti alapvető különbség, hogy az NC-gép a kezelő beavatkozása nélkül végzi el a műveleteket. A hagyományos és a CNC-esztergát összehasonlításánál az utóbbi vezérlőberendezése a gép szerves része, és nagyon kis helyen elfér. Az elektronika fejlődése, lehetővé tette azt is, hogy egyre több vezérlési feladatot lehet programozni, és a forgácsolás teljes folyamatát automatizálni, és általában szabadon programozható mikroszámítógépet is tartalmaz. Működését alapvetően a (mikro)számítógép programozása határozza meg. A szerszámgép állandóan optimálisan működtethető, mivel a CNC több részegységet vezérel, felügyeli a kenésidőre, a holtjáték kivételére, a biztonsági reteszelésekre, az általános hibaállapot kijelzésére.
A CNC gép külső jegyeiben is eltér a kézi működtetésű gépektől. A képernyő a program kijelzésére és a billentyűzet a program beadására, illetve módosítására. Robusztus, merev felépítésű, jellemzője a gépet beborító burkolat. Nincsenek, vagy nem a megszokott helyen találhatók a kézi vezérlőelemek. A CNC megoldások megdöbbentő sokoldalúságukat mutatják, melyeket a témával foglalkozó irodalom nehezen tud követni, de az internet segítségével sok modern és alternatív megoldásra bukkanunk nap mint nap, azonban főbb tételek közel hasonlóak.
CNC gépek felépítése
Gépágy. Az ágy, vagy az állványszerkezet a szerszámgép alapja. Ez hordozza a gép összes aktív vagy passzív elemét, az orsókat, szánokat, asztalokat, sokszor a vezérlést is erre erősítik fel. Az állványszerkezet hegesztett acélból, öntöttvasból vagy úgynevezett kompozit betonból készül, hobbi gépek esetében alumíniumból vagy faanyagból. Legfontosabb szempontok a merevség, rezgéscsillapító-képesség, hőstabilitás. Esztergák esetében a ferde vagy függőleges ágyrendszer a forgácseltávolítás szempontjából a legkedvezőbb. Ferde ágy esetén viszont a főorsó középvonalának távolsága a kezelőoldaltól messze van, ami a gépkiszolgálást nehezíti. A szánrendszer főként a felső vezetékre támaszkodva saját súlyával is biztosan fekszik az ágyon. A főforgásirányt figyelembe véve a főforgácsoló erő hatása is kedvező. Függőleges ágy esetében a súlyerő kérdése megoldható, és bizonyítottan nincs jelentősége a szán súlyponti helyzetének (lebegés) a merevségre, ha a felfüggesztést megfelelően oldják meg. Ezzel szemben döntő jelentőségű a munkatér kedvező kezelhetősége. Az alapszán szélessége is növelhető, a gyártási kérdések is kedvezőbbek. Az ágy és a lábazat zárt négyszögrendszert alkot.
Vezetékek. Napjainkban gördülő vezetékeket alkalmaznak a forgácsoló szerszámgépek döntő többségénél. Ezek lehetnek golyós illetve görgős kivitelűek a terhelés függvényében. Lágy, nagy sebességű megvezetés, optimális futási tulajdonság, hosszú élettartam és karbantartás-mentesség a jellemzőjük. Az ábrán jól megfigyelhető az elrendezés. Az elemek egymáshoz érnek és folyamatos sort alkotva visszavezetik őket a már elhagyott pozícióba. Szerkezetük is az ábrán látható. A golyók, ill. görgők kenőanyagkamrákban vannak, amelyek lehetővé teszik az egyenletes futást csekély hőfejlődés mellett, jelentősen csökkentve a mozgatási ellenállást. Tesztek során kimutatták, hogy az első kenőanyag-mennyiséggel a mai fejlett rendszerek több-tízezer kilométert tudnak futni problémamentesen.
Mozgató orsók. A lineáris szánok mozgását leggyakrabban bronz vagy golyósorsó – anya párral oldják meg. Az orsó és az anya közötti kapcsolatot a golyók biztosítják. A súrlódás hatásfoka jó (@ 0.95 ), a hézagmentesség, a nagy merevség pontos mozgást tesz lehetővé. Holtjáték kiküszöbölésére előfeszítést alkalmaznak, két anyát kell egymással szemben felhelyezni.
Motorok. Szabályozott egyenáramú (DC) vagy váltóáramú (AC) hajtómotorral közvetlenül hajtva, az orsó elfordulását mérve (közvetett útmérés) pontos szánmozgást lehet elérni. Főhajtóműveknél az asszinkron váltóáramú (AC) motorokat alkalmazzák. Az előtoló hajtások motorjainak (pozícionáló motorok) legfontosabb tulajdonsága a nagy, ugyanakkor egyenletes gyorsító – lassító képesség.
Útmérők. Mérési eljárás szerint lehetnek abszolút vagy növekményes mérőrendszerek. Ezek tulajdonságaikból kifolyólag lehetnek: a mérési eljárás szerint abszolút vagy növekményes (relatív), a mért értékek érzékelése szerint analóg vagy digitális, a mérés helye alapján: közvetlen, közvetett.
Abszolút mérés az a mérési eljárás, amikor a szánelmozdulásra vonatkoztatott minden méret egy kiindulási ponthoz, a mérőrendszer nullpontjához mérve abszolút értelemben jelenik meg. Növekményes mérésről akkor beszélünk, amikor a szánelmozdulás mértékét egy-egy útméretegység folyamatos megszámlálásával érzékeljük, ill. e diszkrét egységek egész számú többszörösével adjuk meg minden útszakaszra külön-külön, nem a nullponthoz, hanem a korábbi szánhelyzethez képest az útegységek összeszámlálásával. A legtöbb szerszámgépnél az útmérés fotoelektromosan történik. A mértékmegtestesítő egy igen finom vonalkás rács, amelyet különféle hordozókra (pl. üvegléc, vagy üvegtárcsa, stb.) visznek fel. A mértékmegtestesítőn lévő osztásrácsra eső fény az osztásrácson elhajlik, nagy osztásperiódus esetén (ami lényegesen nagyobb mint a fény hullámhossza) az elemek úgy esnek egybe, hogy a párhuzamosan megvilágított fényáteresztő rács mögött az osztás struktúrájának megfelelő “osztáskép” alakul ki. Ha a rács osztásperiódusa azonos nagyságrendű a fény hullámhosszával, akkor az elhajlott sugárelemek komplex átfedése – egy interferencia-minta – alakul ki.
A durvább osztások letapogatása lényegében a ábrán bemutatott árnyékvetés elve szerint történik. A mértékmegtestesítő és egy letapogató rács egymáshoz képesti elmozdulása világos – sötét modulációt okoz, amit a fotóelemek érzékelnek
Árnyékvetés a baloldali és
Interferencia a jobboldali ábra
Egy periodikus osztássáv fotoelektromos letapogatása inkrementális, azaz számláló mérést eredményez. Mivel általában szükséges egy abszolút viszonyítási pont, ezért legalább egy referencia jel van, melynek letapogatása szintén fotoelektromosan történik. Így lehetséges az abszolút referencia pozíciót pontosan egy mérési lépéshez hozzárendelni. Az abszolút viszonyításhoz tehát szükség van a referencia jelén való áthaladásra. Kedvezőtlen esetben ehhez akár a teljes mérési hossz nagy részén át kell haladni.
Szerszámtartók. Külön érdemes itt megemlíteni a CNC forgácsológépek szerszámtartóit, melyek önálló szerkezeti egységként az egyik legfontosabb szerepet töltik be a gép felhasználhatósága során. Feladatuk a munka szerszámok tárolása, adagolása, cseréje a CNC gépben. Lényegében két eltérő szerkezetű szerszámtartót különböztetünk meg: revolverfejes és a lánctáras; ezek az egységek akár száznál is több szerszámot tárolhatnak. A munkadarab fajtájától függően több megmunkálási lépés és többféle szerszám szükséges a gyártáshoz. Ehhez a szerszámgépnek mindenképpen rendelkeznie kell egy bemért szerszámtárral. A szerszámtárnak tartalmaznia kell az adott alkatrész megmunkálásához szükséges összes szerszámot. Ezzel költségnövelő átszerszámozási időket takaríthatunk meg. Minél összetettebbek a megmunkálási lépések, annál több szerszámot kell a szerszámtárba helyezni. A szerszámváltás automatikusan történik, pontos és gyors, de jelentősen növeli a szerszámgép árát.
CNC-megmunkálás lépései
Ha valaki CNC-gépen akar dolgozni, alapfeltétele, hogy ismerje a hagyományos működtetésű megmunkálási módot. Meg tudja határozni az alapvető technológiai adatokat, ismerje a gép működését. A hagyományos megmunkálás technológiai ismeretei fokozatosan bővíthetők, amíg a gyakorlat segítségével eljutunk a CNC-programozás és a gép kezelésének biztos megismeréséig. A munkavégzés minősége is változik, magasabb műszaki színvonalat képviselő munkaeszköz, a CNC-gép fejlődése további ismeretbővítést igényel. A CNC-technika segítségével az alkatrész meghatározott műveleti sorrendben készül, de ha az első alkatrész már elkészült, akkor a sorozat többi darabja már az egyszer kipróbált program futtatásával automatikusan készül el.
Az első alkatrész elkészítése előtt:
Meg kell írni a programot.
A szerszámok helyzetét be kell mérni.
A nyersdarabot be kell fogni.
A programot be kell juttatni a vezérlő berendezésbe (CNC).
A programot először a gép működése nélkül ellenőrizni kell a vezérlőberendezésen belül.
El kell készíteni az alkatrészt.
Ezek részben programozói, részben gépkezelői feladatok, mint hogy azonban ismerni kell egymás tevékenységét is, ezért beszélünk CNC-megmunkálási ismeretekről, amelyekre a szakmunkásnak, technológusnak, művezetőnek, üzemmérnöknek egyaránt szüksége van.
Ajánlott irodalom:
W. H. P. Leslie: NC alkalmazási kézikönyv. Műszaki könyvkiadó, Budapest 1973
Csányi Egon: NC technika a gyakorlatban. Műszaki könyvkiadó, Budapest 1974
H. Wellers – N. Kerp – F. Liberwirth: Bevezetés a CNC szerszámgépek programozásába. Műszaki könyvkiadó, Budapest 1987
A. Frischherz- H. Piegler: Fémtechnológia, Szakismeretek 2. B+V Lap-és Könyvkiadó, Budapest 1994
dr. Horváth M. dr. Markos S.: Gépgyártástechnológia. Műegyetemi Kiadó, Budapest 1995
dr. Baka O.- Seprényi Z.: Szakelméleti alapösszefüggések és alkalmazási mintapéldák gyűjteménye I. II. kötet.OMINYOM Nyomda és Kiadó BT. Budapest 1997
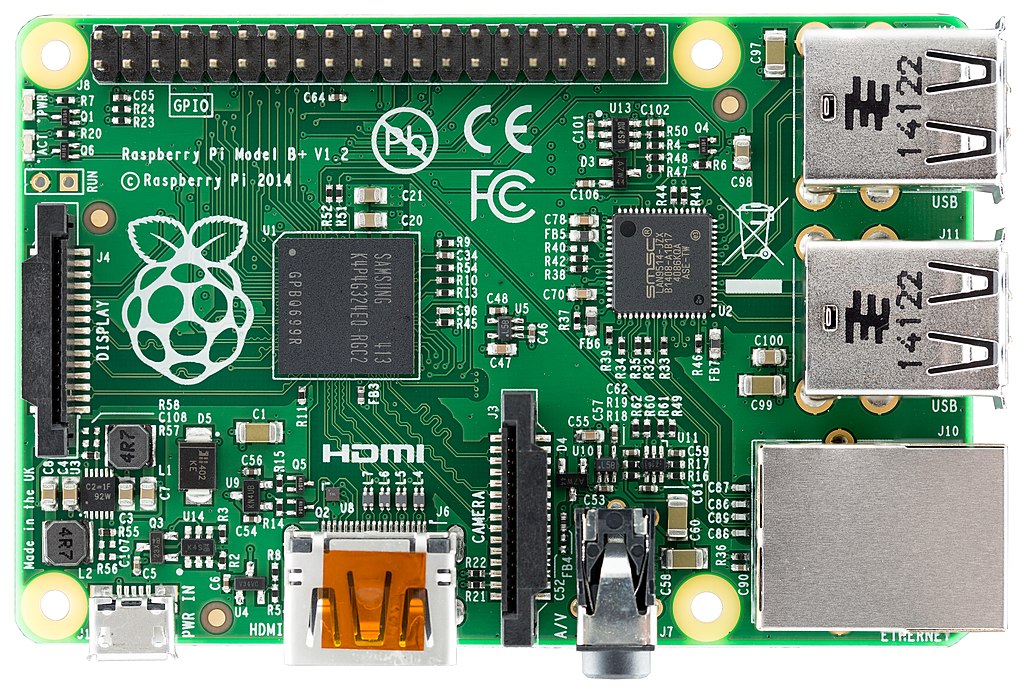
 Follow
Follow



















![\[d=4,13\cdot \left ( \sqrt{h1} + \sqrt{h2}\right )\]](http://rchangar.hu/wp-content/ql-cache/quicklatex.com-4b231cf745a5a87f7118ba3e1d81b3f7_l3.png "Rendered by QuickLaTeX.com")
 a 2 m-es hullám hatósugara km-ben;
a 2 m-es hullám hatósugara km-ben;  az adóantenna magassága m-ben és
az adóantenna magassága m-ben és  a vevőantenna magassága m-ben.
a vevőantenna magassága m-ben.



 Mobius ActionCam rövid specifikációja:
Mobius ActionCam rövid specifikációja:
























































